

プレス加工とダレ発生の仕組み
プレス加工における基本的な技術に”せん断加工”があり、上下一対の金型を用いて素材の板を切断することを言います。素材を「切る」動作を目的とした加工であり、単純な切断から、穴あけ、打ち抜き、切り欠きなど様々な種類のせん断加工があります。素材となる金属をダイ(下の金型)に乗せ、上からパンチ(上の金型)で圧し、元の状態を保てない力を加えることで切断する仕組みです。通常のせん断加工を行った場合、切断面の仕上がりは粗い状態になり、下記の図のように「ダレ」、「せん断面」、「破断面」、「バリ」が必ず発生します。
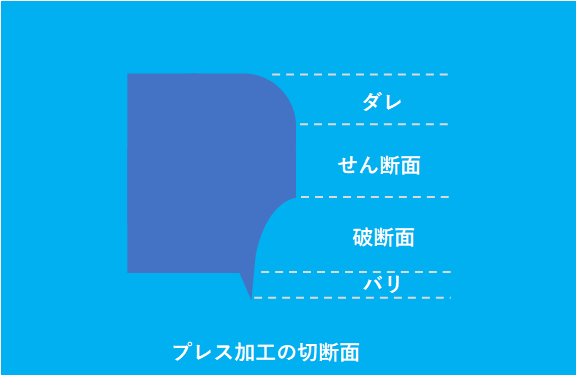
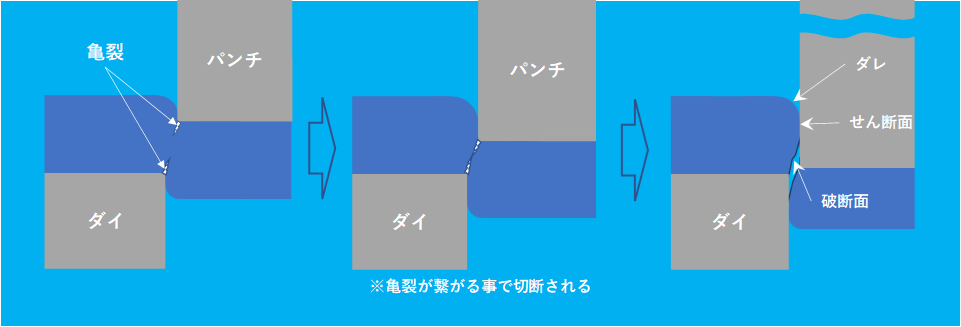
せん断加工では、まず材料にパンチが押し付けられることで、材料表面に丸みを帯びたR形状が形成されます。このR形状の部分を「ダレ」と呼びます。そして、さらに力が加えられると板が曲げられたような状態になります。材料がパンチの押し付けによる曲げに耐えられなくなると、刃物で削るようにパンチが材料の内部にめり込みます。その際の切断面には「せん断面」が形成されます。この時、パンチとダイの鋭角部分によって、被加工材に引っ張り力が働き、この引っ張り力に耐えられなくなると材料は破断し、せん断加工の完了となります。加工後の被加工材には切り裂かれたような破断面(クラック)とバリが見られます。
ところで、通常のせん断加工では難しい、“ダレ”のない切断面を実現するにはどうすればよいでしょうか。プレス加工後の製品を2次加工で仕上げたり、ダレ部分を研磨などで除去する方法がありますが、ダレのない製品をプレス加工だけで実現できれば、様々な用途でコスト削減につながる可能性があります。
ダレの発生を抑制できるファインブランキングとは
ダレの発生を抑制する加工法として”ファインブランキング”があります。一般のプレス機とは別の専用設備が必要であり、使用する金型も構造が違ったものとなります。
一般のプレス加工によるせん断加工では、材料に破断を発生させるためにクリアランスが必要となりますが、そのクリアランスの存在が“ダレ”やバリの原因となるため、ファインブランキングでは、“板押さえ”により上下から材料に圧力をかけ、クリアランスを極力なくした状態で、せん断加工をおこなう方法です。
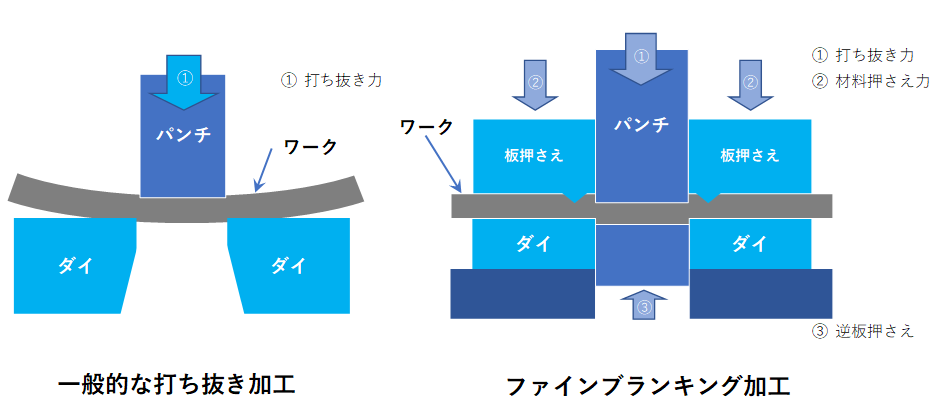
ファインブランキングは、一般的なプレス加工と比べると加工スピードでは劣りますが、“ダレ”の少ない製品が仕上がります。せん断面は滑らかに仕上がり、直角度に優れ平面度が高いことも特徴として上げられます。ミクロン単位の高精度な製品加工が可能な工法です。
シェービングを応用したダレなし加工
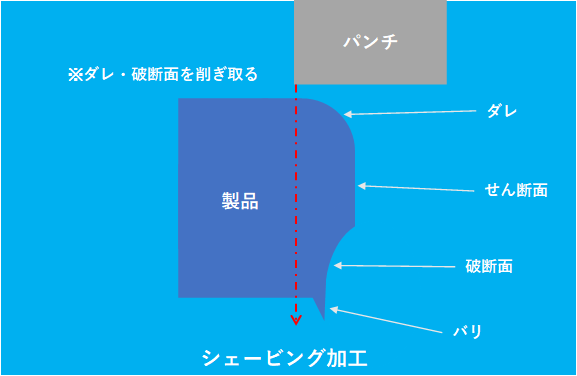
ファインブランキング以外の方法で、“ダレ”のない切断面を実現するには、シェービング加工により“ダレ”を除去する方法があります。ファインブランキング加工では専用の設備が必要なことに対して、シェービング加工を応用した場合は、汎用プレス機でダレの無い製品を加工することができ、コスト面でのメリットもございます。
ダレを抑制しながら滑らかな切断面を実現する技術が、当社の“精密せん断加工”です。精密せん断の技術を用いて、様々な工法転換をご提案させて頂くことが当社の強みとなっております。下記の写真を見て頂くと、ファインブランキングと比較しても遜色のない、ダレ状態がご理解いただけると思います。

ファインブランキングから一般プレスへの工法転換による事例を詳しく知りたい方は、以下の加工事例をぜひご覧ください。
ダレ抑制に成功した、当社の精密せん断加工事例
続いて、実際に当社が製作した、ダレ抑制に成功した事例をご紹介いたします。
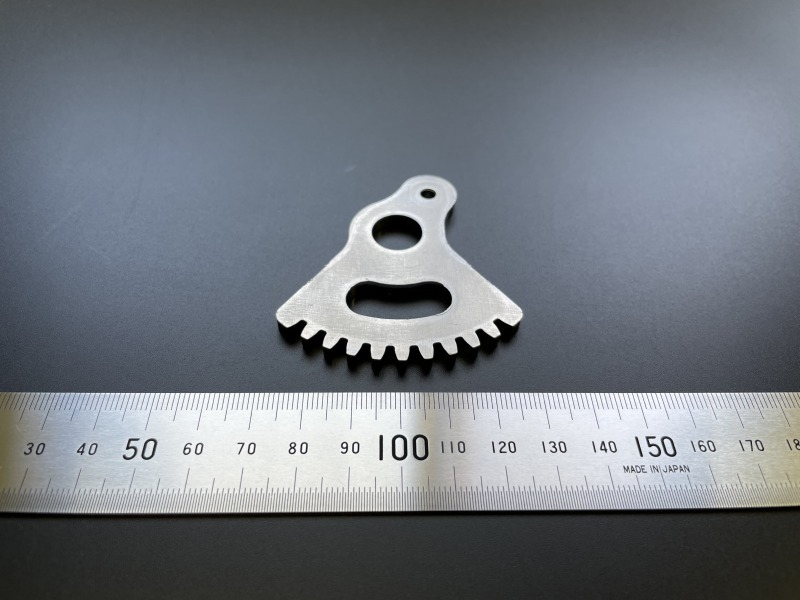
ダレ無し精密平板
こちらは、ステアリングコラムの長さ調整に用いられる精密平板です。材質はSPHC、板厚は6.0tで、順送プレス加工にて生産しております。
こちらの平板は、穴周辺と外径の突起部分で抜きダレを抑え、平面度の確保ができるかが製造における課題でした。当社では、精密せん断加工の技術を応用することで量産化することに成功しました。
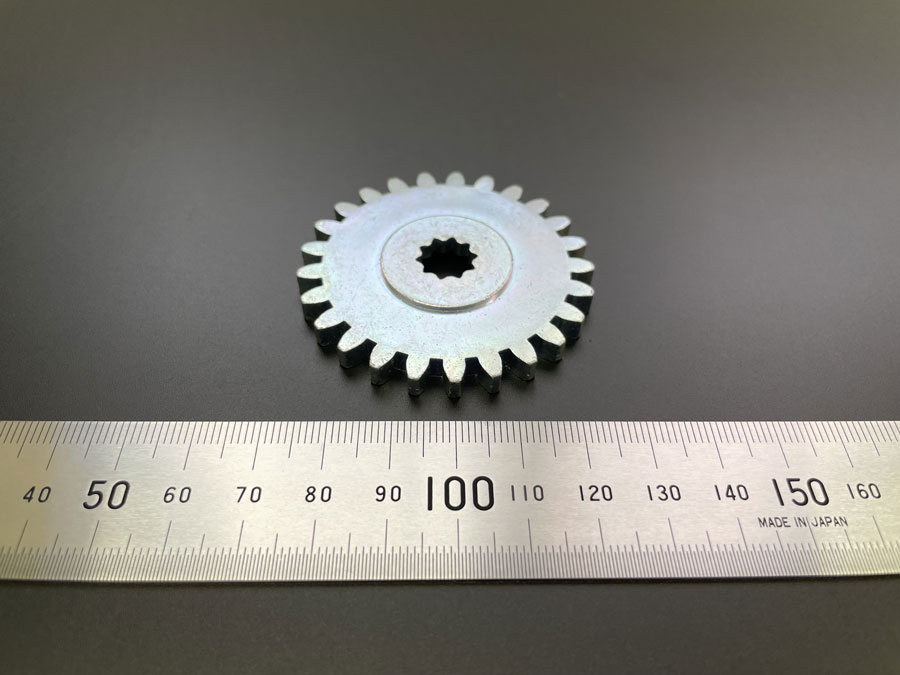
ダレ無し精密せん断シート部品

こちらは、自動車用シート部品です。材質はハイテン材(SPH590)、板厚は2.6tで、順送プレス加工にて生産しております。
こちらのシート部品は、せん断70%以上でセンター孔両面にC0.5が必要な製品です。C面を加工したうえで、穴径公差0.05と平行度0.4以下が保証できるかどうかがポイントでした。
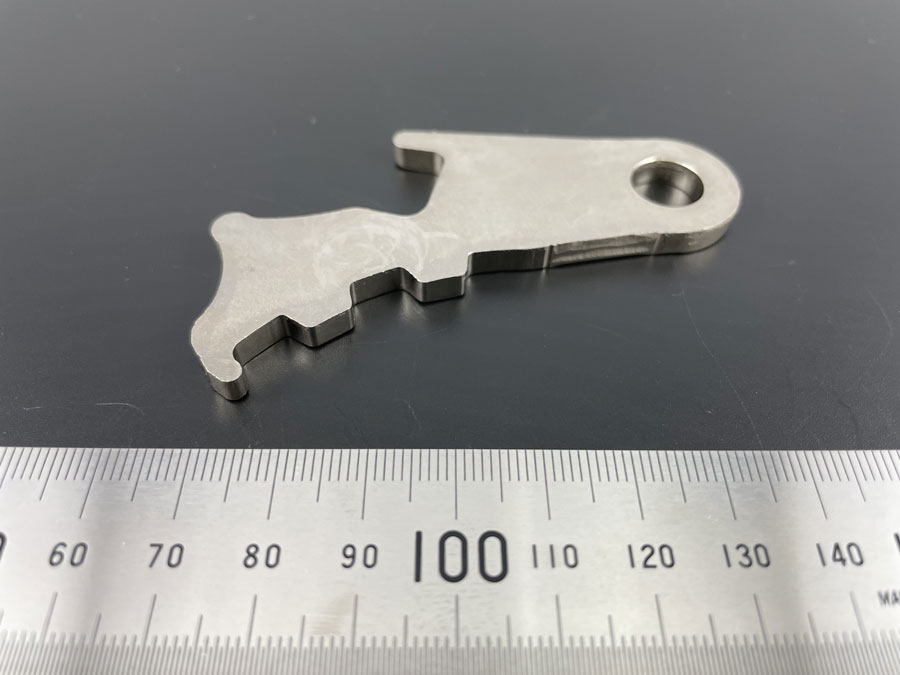
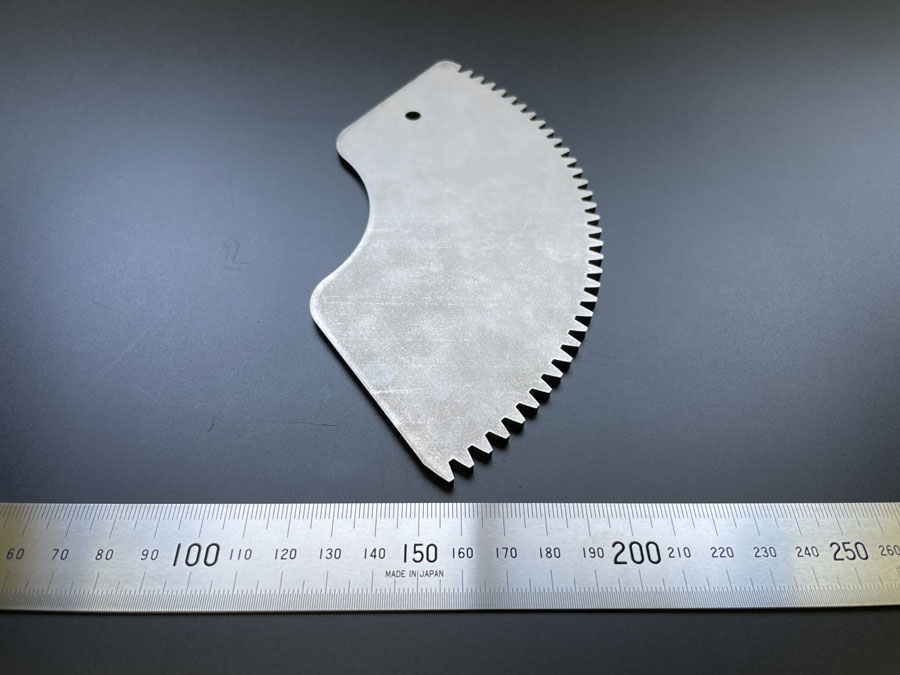
ダレ無し精密せん断加工カム機能部品
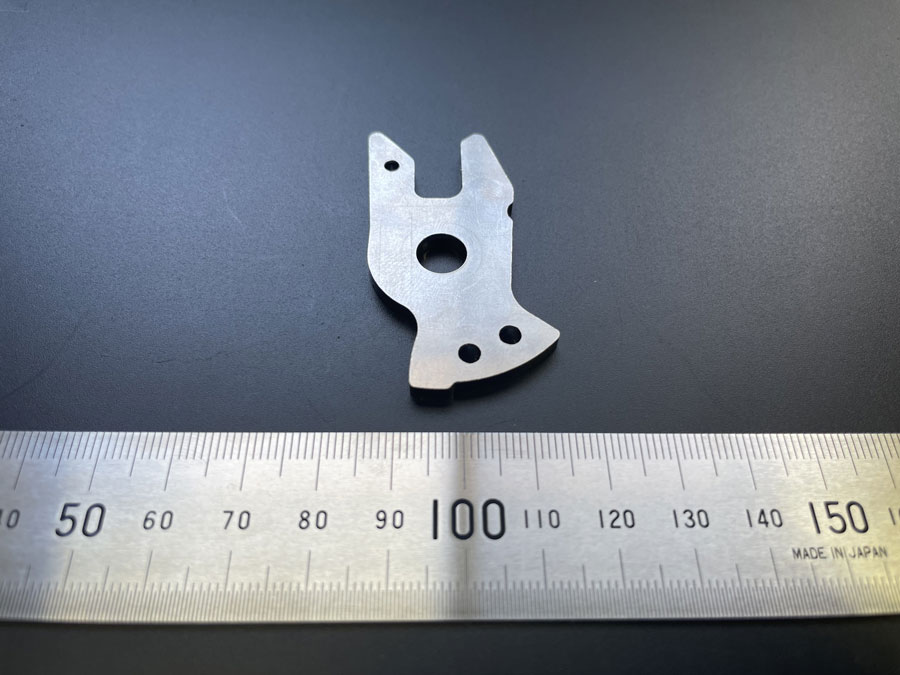
こちらは、スライドドア用ラッチに使用されるカムです。材質はハイテン材(SAPH440)、板厚は3.2tで、順送プレス加工にて生産しております。
こちらのカムは、全周がせん断70%以上必要な部品で、売り型としてお客様の設備仕様に合わせた金型設計をする必要がありました。
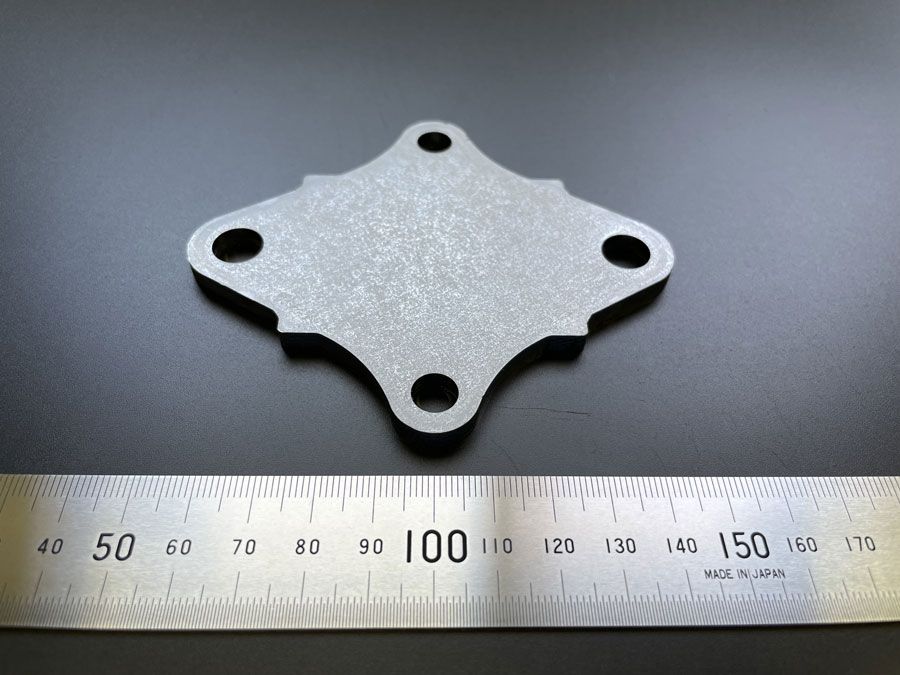
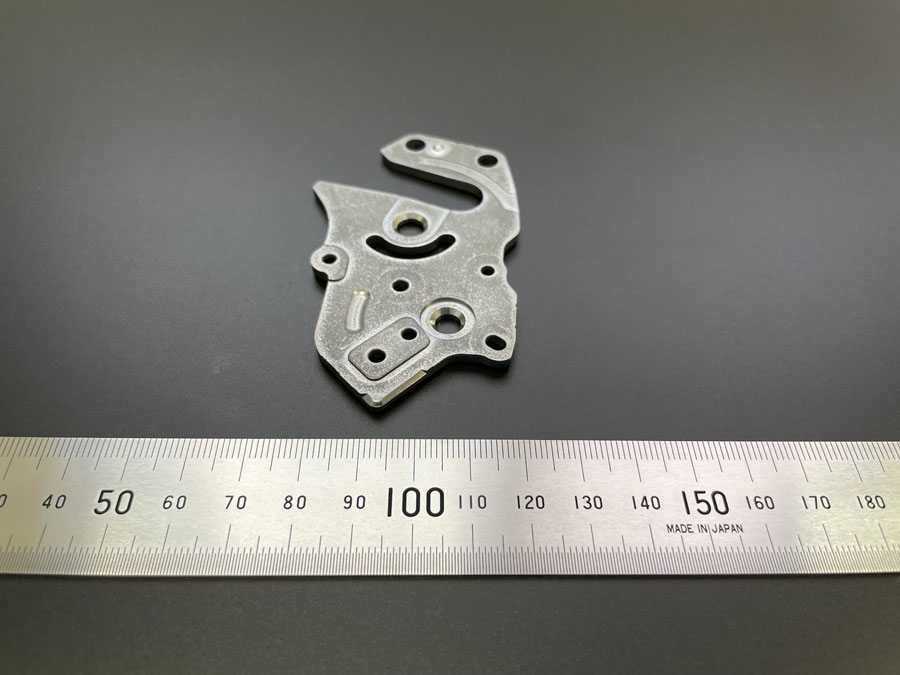
ダレ無し両面穴+C面皿加工部品

こちらは、自動車で使用されるステアリングコラムの角度調整用部品です。材質はSPHC、板厚は6.0tで、順送プレス加工にて生産しております。
こちらの部品は、両端の円形部分の抜きダレを極小で抑えて、0.15の平面度を確保する必要があり、また穴部分にC面加工をする必要がありました。
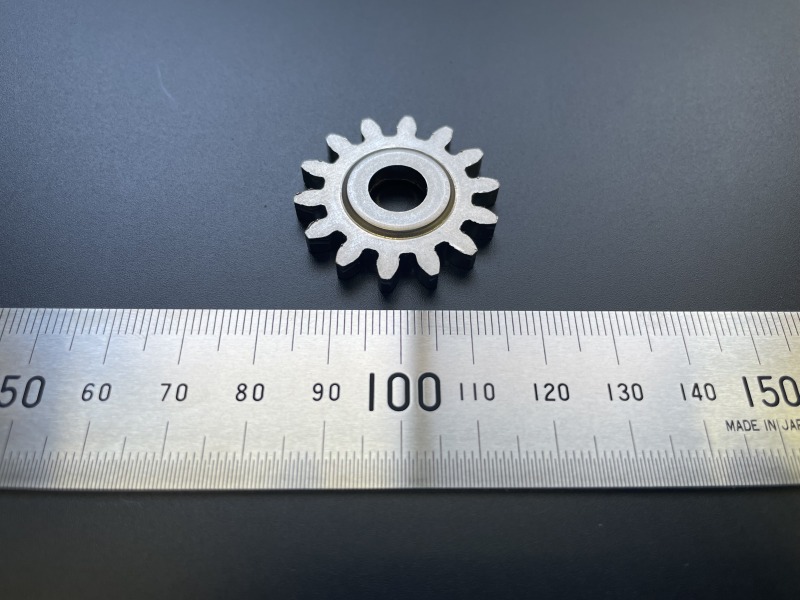
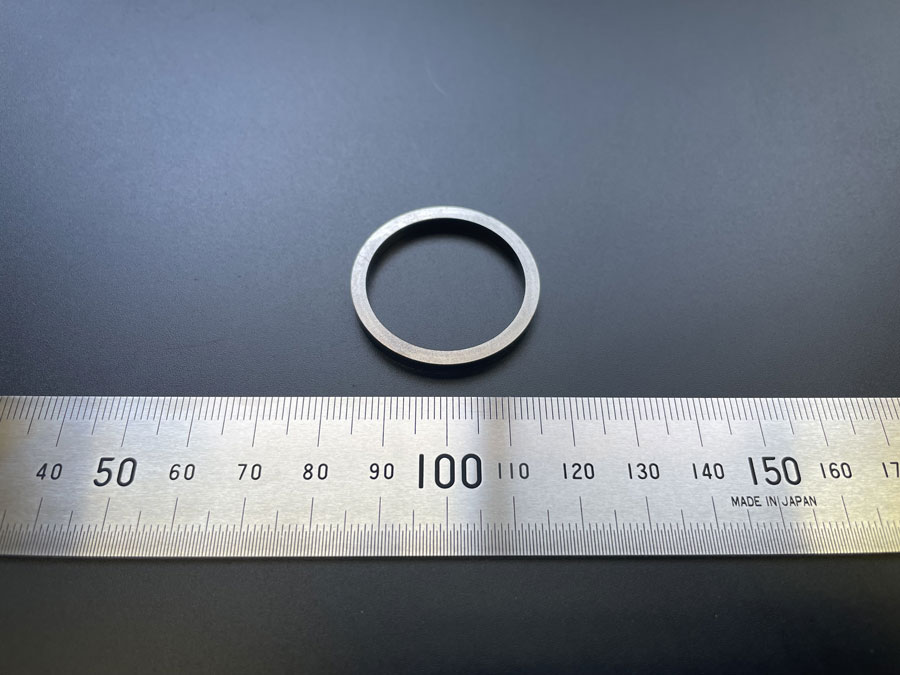
真鍮製 ダレ無し楕円リング形状部品
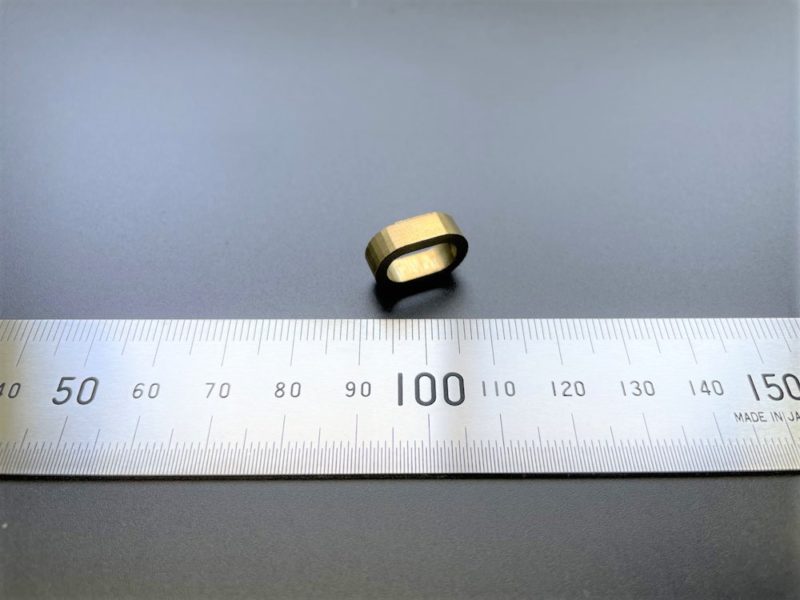
こちらは、自動車で使用されるダレ無し楕円形状プレス部品です。材質は真鍮(C2801)、板厚は5.0tで、単発プレスにて加工を行っております。
形状としては、内径と外径の差が2mmと薄く、ダレのない加工が施されていることが特徴です。こちらの製品は機械加工での製作を予定していたところ、プレス加工への工法転換ができないかということで、ご相談をいただきました。
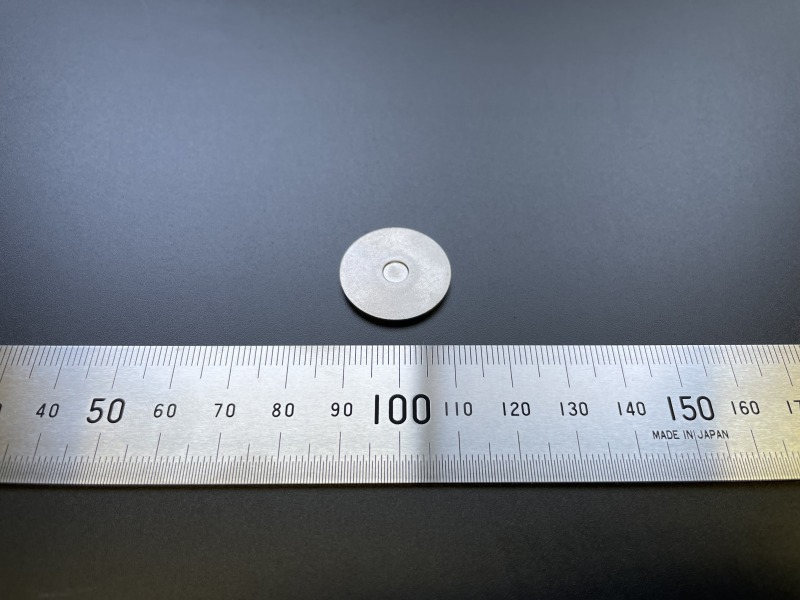
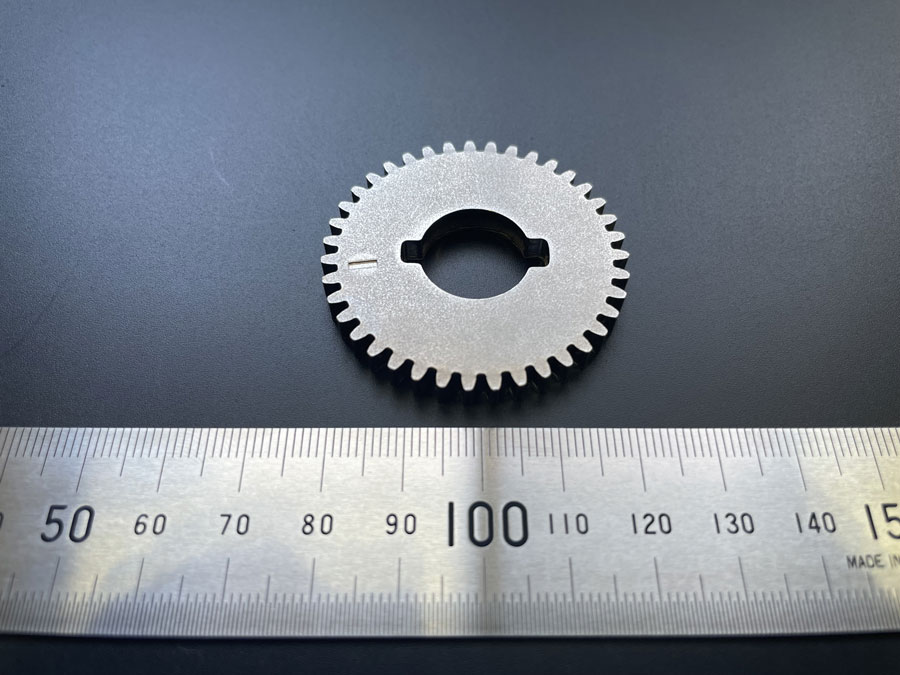
ダレ無しセンサー部品

こちらは、自動車で使用されるダレ無しセンサー部品 です。材質はボロン鋼(S22CB)、板厚は5.5tで、単発プレスにて加工を行っております。
こちらのセンサー部品は、精密せん断加工が求められる部品であり、まずは加工の可能性を見極めたいというお客様のご要望もあり、試作として受注いたしました。材料に含まれる成分や機械特性を考慮した上で、工程や金型レイアウトを設計いたしました。
当社の精密せん断加工事例


ダレを抑えた精密せん断によるコストダウンなら、工法転換プレス加工技術.comまで!
いかがでしたでしょうか。今回は、プレス加工で発生するダレを抑制する方法についてご紹介しました。
工法転換プレス加工技術.comを運営する熊谷精機株式会社は、プレス加工のプロフェッショナルとして、主に自動車、産業機械に向けてあらゆる部品を製作してまいりました。
当社は、様々な工法転換のご提案実績がございます。切削部品のプレス化や複数部品の一体化、FB(ファインブランキング)製品の一般プレス加工化など、当社がこれまで培ってきた精密せん断加工技術、冷間鍛造加工技術を用いて、お客様のご要望の製品を製作いたします。
さらに、当社では月産100〜100万個以上まで様々な数量に対応することができます。工法転換を検討する際は、ご要望に応じて生産性検証を行い、あらゆる課題を抽出した上で合理化提案をいたします。
プレス加工に関するお悩みをお持ちの方は、工法転換プレス加工技術.comまでお問い合わせください!