


自動車業界の皆さまへ
ハイテン材の精密せん断/冷間鍛造技術を応用したプレス加工の合理化
省エネ性能が求められる自動車においては、低燃費や軽量化を部品レベルで検討していくことが重要視されています。ハイテン材は強度面・加工のし易さが優れており、精密せん断プレス加工や、部品点数の削減を狙った合理化提案は有効な手段となります。
精密せん断プレス加工.comを運営する熊谷精機株式会社は、これまでに自動車業界の皆さまに対して様々なプレス部品を数多く納入しており、工法転換によるコストダウンやリードタイム短縮のご提案を行ってまいりました。

自動車業界の皆さま
こんなお困りごとはありませんか?
1
ダレを無くすことで、製品を薄肉化し、軽量化へとつなげたい…
2
とにかく図面通りの精度でプレス加工をして欲しいけど、ハイテン材を精密プレス加工できるサプライヤーが見つからない…
3
一部の部品を切削加工やファインブランキングで製作されているけど、もっとコストを抑えて製作したい…
そのお悩み、私たちが解決します
精密せん断プレス加工.comを運営する熊谷精機株式会社は、自動車業界の皆さまのあらゆるお悩みを解決することで、
精密プレス部品加工メーカーとして皆さまに選ばれ続けてきました。
シェービング加工による精密せん断プレス加工
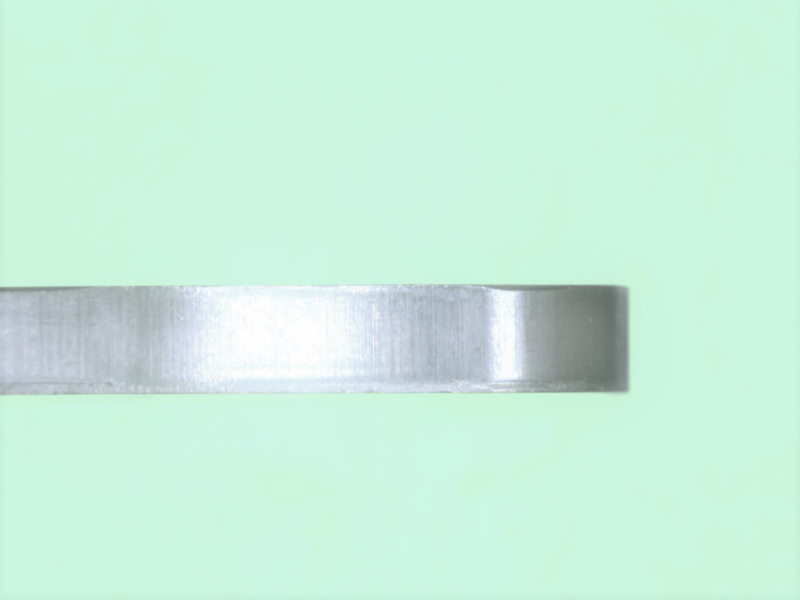
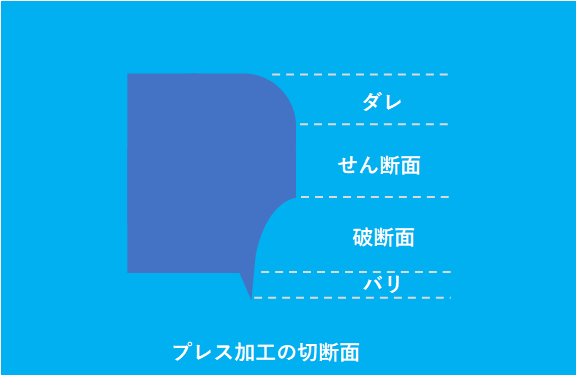
精密せん断プレス加工.comでは、その名の通り、精密せん断による高精度なプレス加工を得意としております。図面通りの精度で仕上がりを実現できるのは、当社がこだわりを持つシェービング加工にあります。最適なクリアランスを設定してシェービング加工することで、ダレのない綺麗で滑らかな“せん断面”を得ることができます。
精密せん断・冷間鍛造技術を応用した
プレス加工の合理化提案
精密せん断加工と合わせて、弊社では冷間鍛造加工にも対応可能です。精密せん断の技術だけでは実現できない形状も、冷間鍛造の技術を応用する事で可能となります。順送金型のレイアウトに2つの技術を複合的に配置することで、コスト削減・リードタイム短縮に繋がるご提案をさせていただきます。「歩留まり改善」「複数部品の一体化」「2次切削の廃止」など合理化を達成した弊社の実績をご覧ください。

切削加工やファインブランキングからの
工法転換によるコストダウン
自動車は生産数量も多く、僅かなコストダウンが大きなメリットに繋がる可能性がございます。そのような業界のお客様に対して、当社では加工方法の見直しをご提案しております。特に現在切削加工やファインブランキング加工で生産されている部品は、工作機械やリードタイムの観点から、どうしてもコストが高くなりがちです。
一方で当社の精密せん断プレス加工は、ファインブランキングと比較しても遜色ないクリアなせん断面を実現いたします。また形状については、冷間鍛造加工と精密せん断プレス加工を組み合わせることで、従来は切削加工でしかできないと考えられていた形状も実現いたします。この精度と形状の2つの驚きとともに、お客様にコスト面でも貢献いたします。
まずはお気軽にお問い合わせください!
自動車業界の皆さま向けの加工実績
-

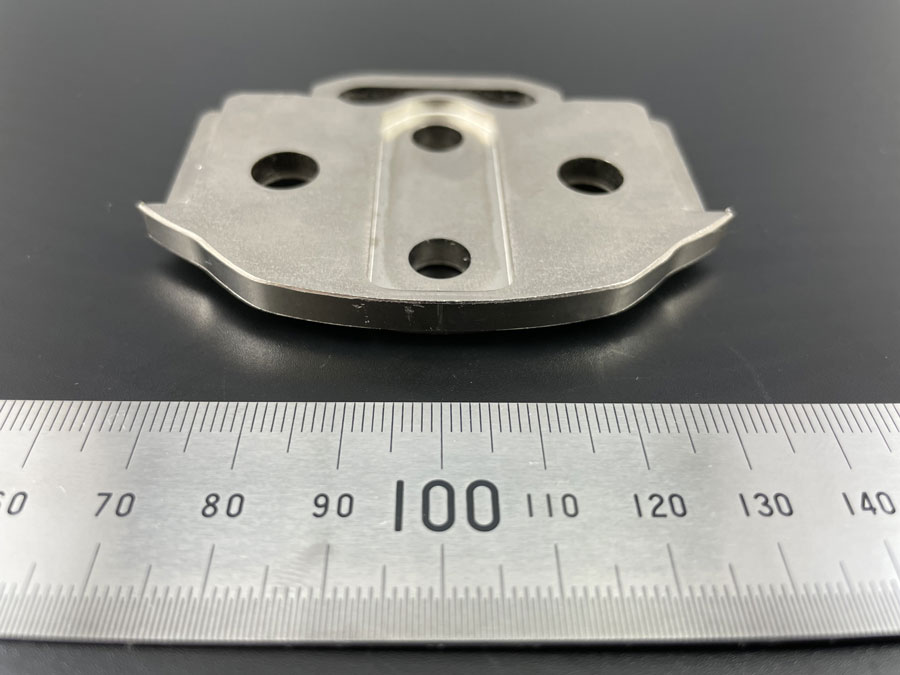
SPH440製 厚板プレス部品
-
パワーバックドア用ギヤケース(トランスファー加工)
-
内外径フランジ冷間鍛造品
-
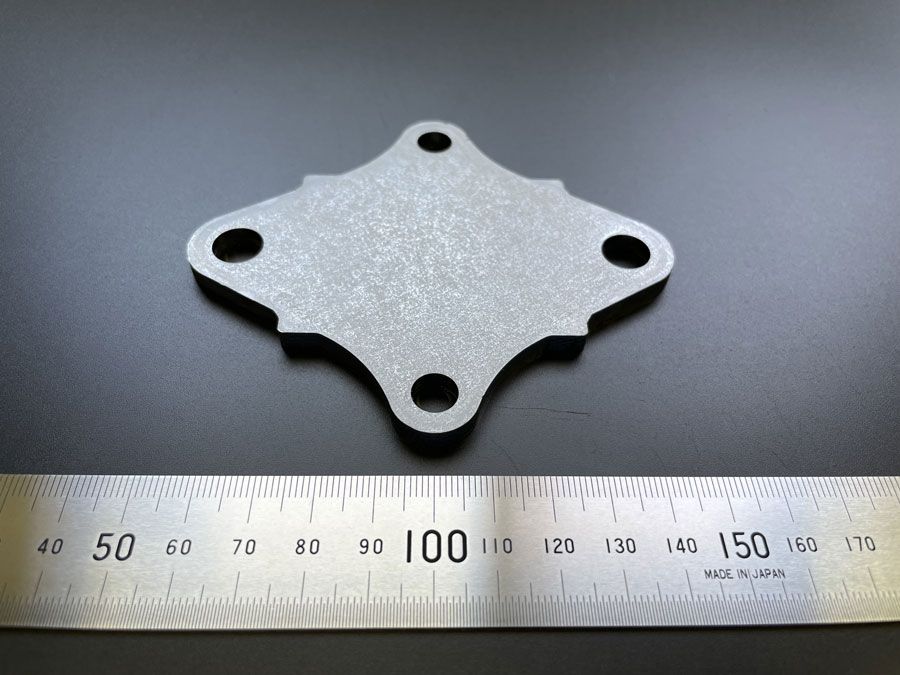
両面凹形状オイルポンプ部品
-
スライドドアギヤクローザー
-
SPH440 外形&孔 C面打ち加工部品
-
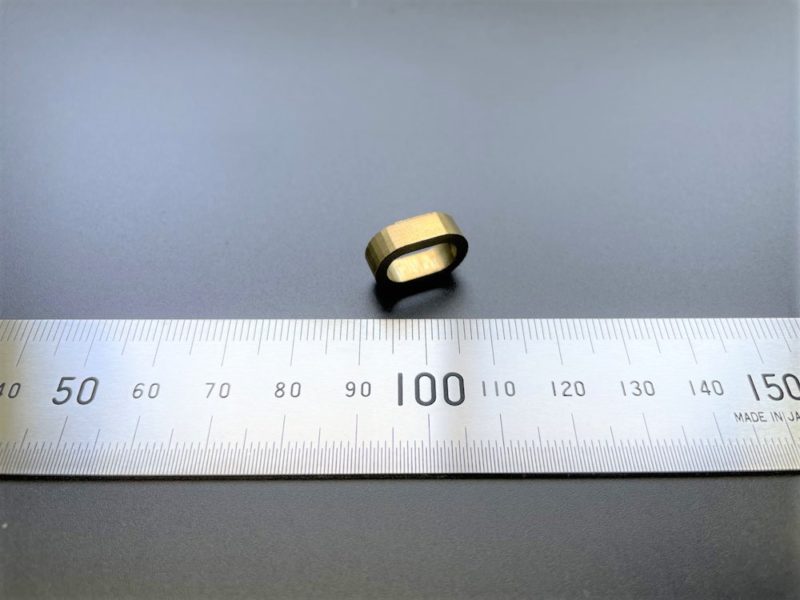
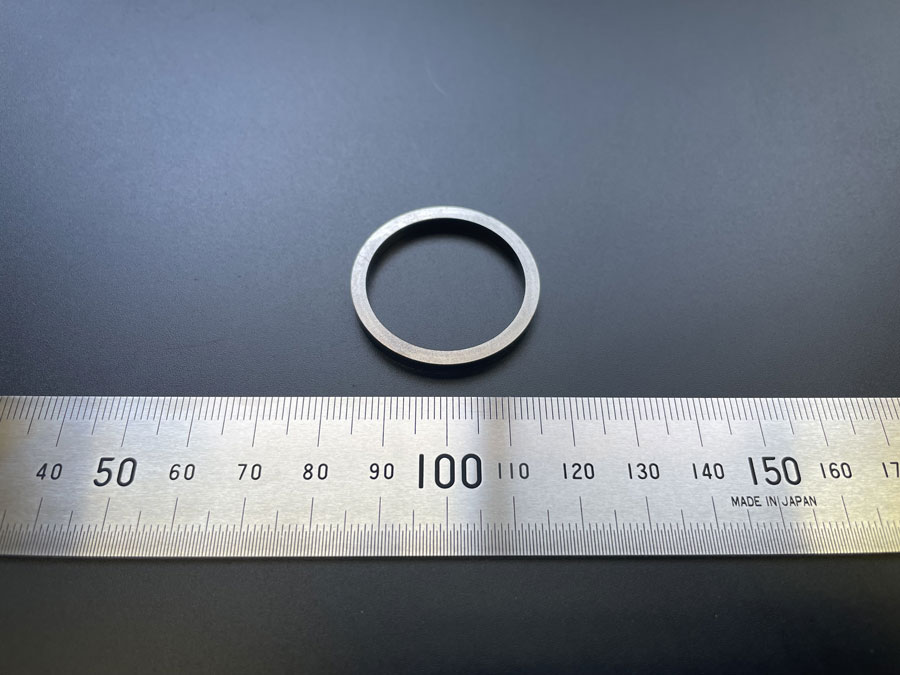
真鍮製 ダレ無し楕円リング形状部品
-
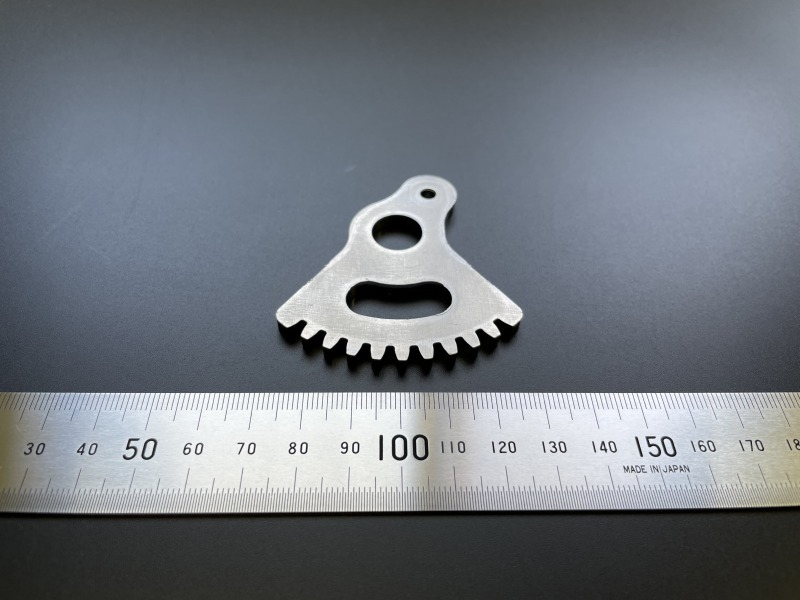
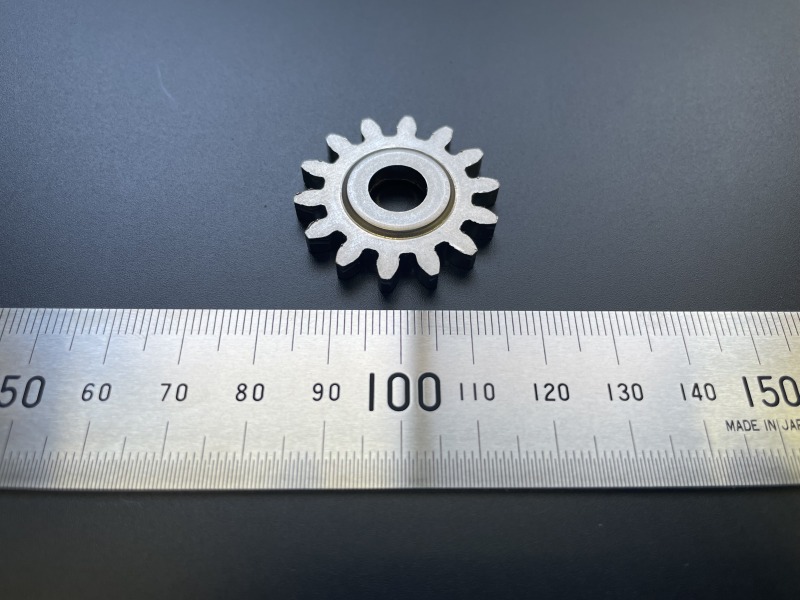
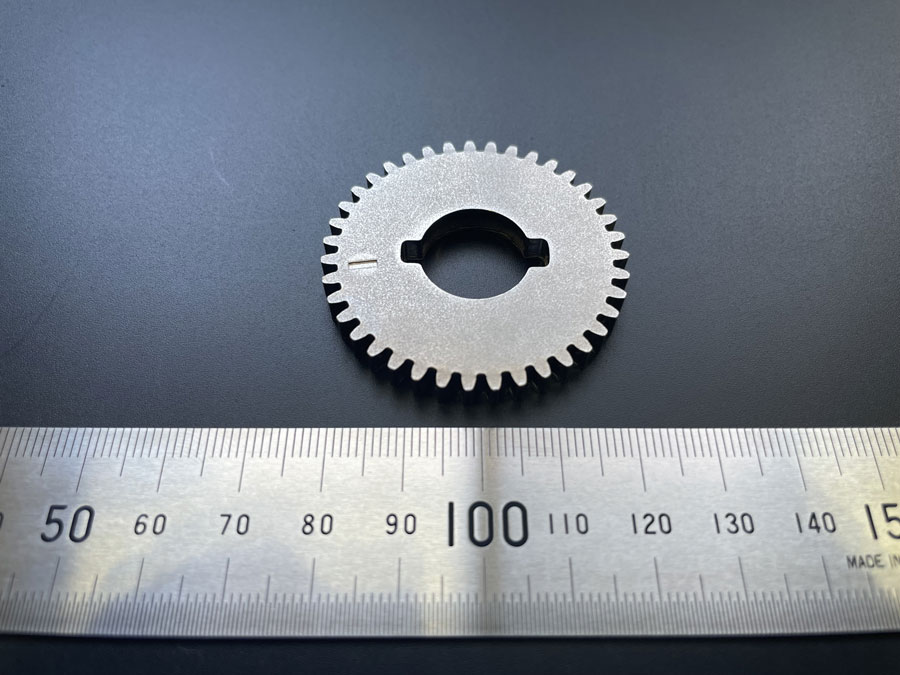
パワーシート用レバーギヤ
-

ダレ無しセンサー部品
-
SPC590製 ステアリングセンサー部品
-
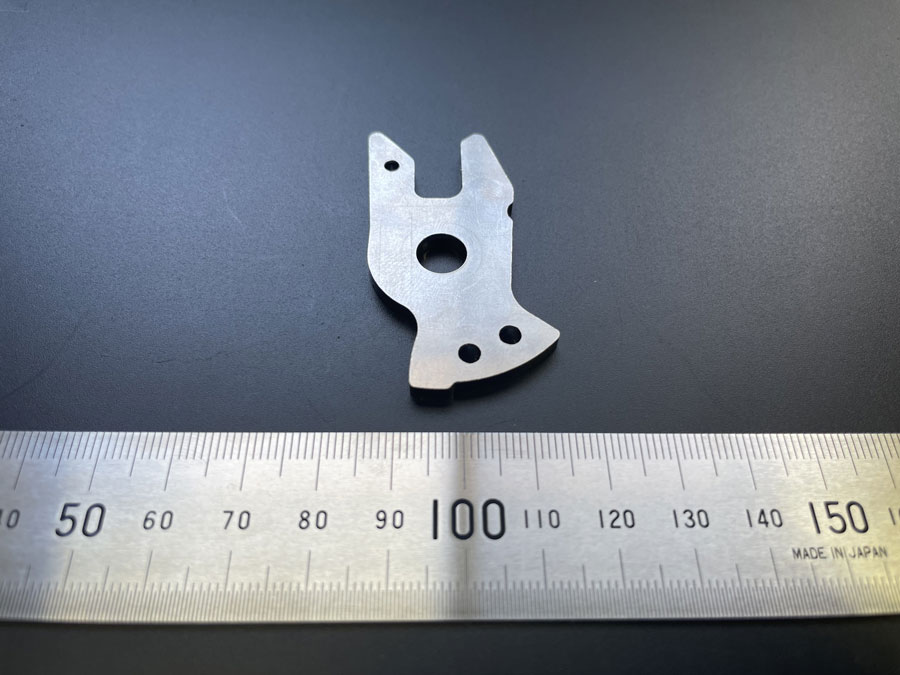
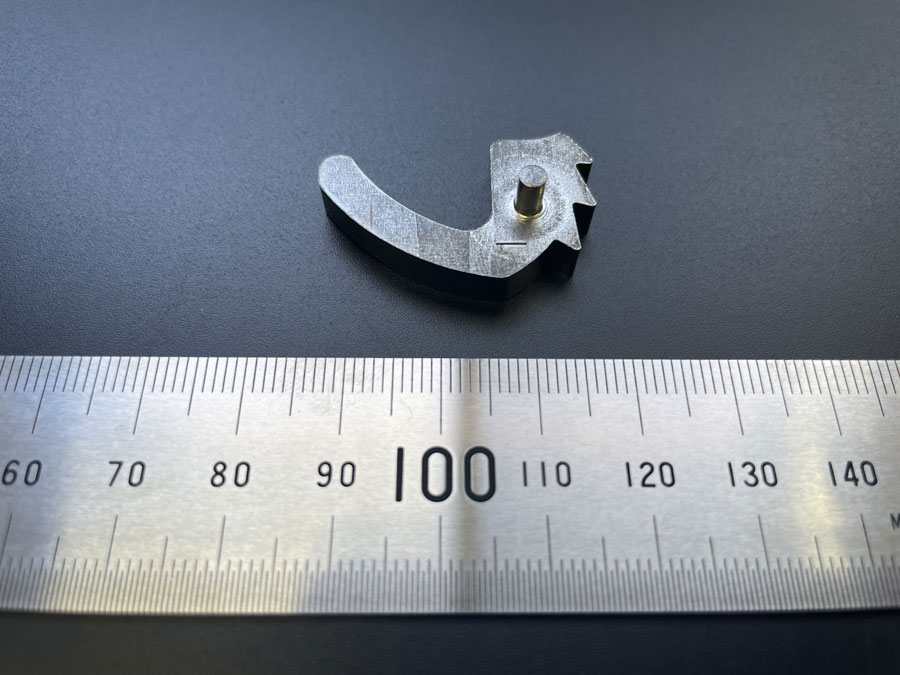
リクライニング用カム機構部品
-

多孔穴プレス加工一般部品
-
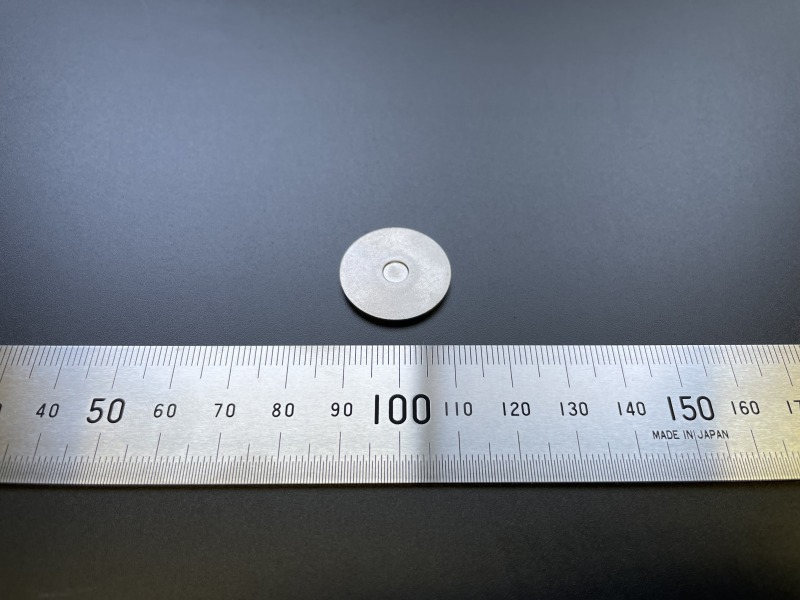
ダレ無し精密平板
-

ダレ無し精密せん断シート部品
-
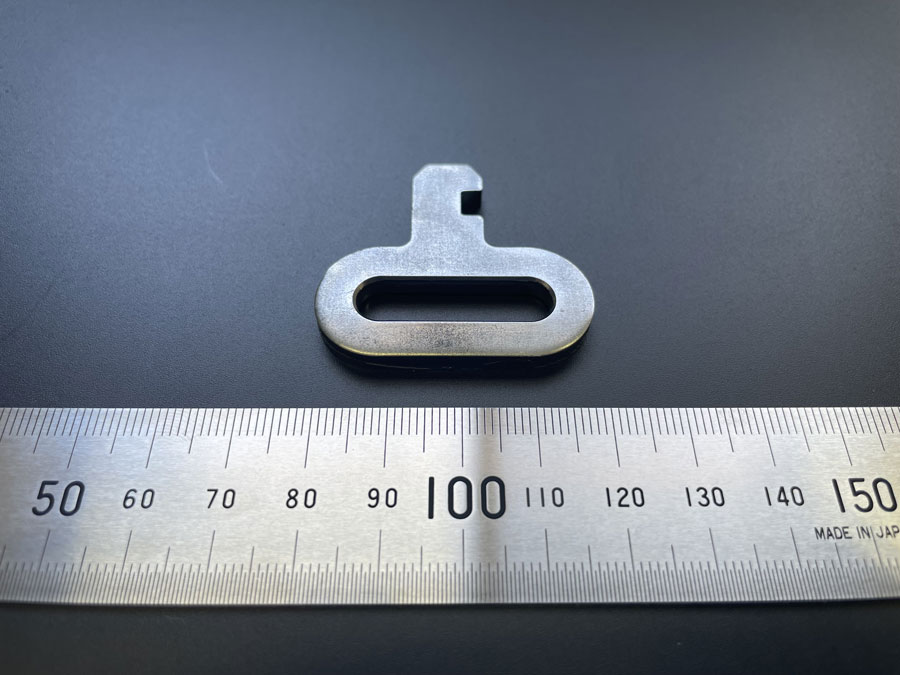
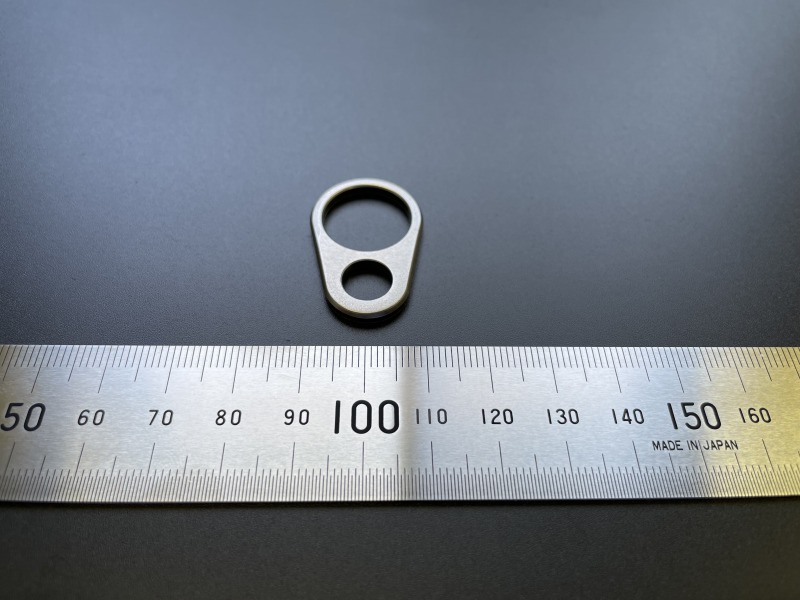
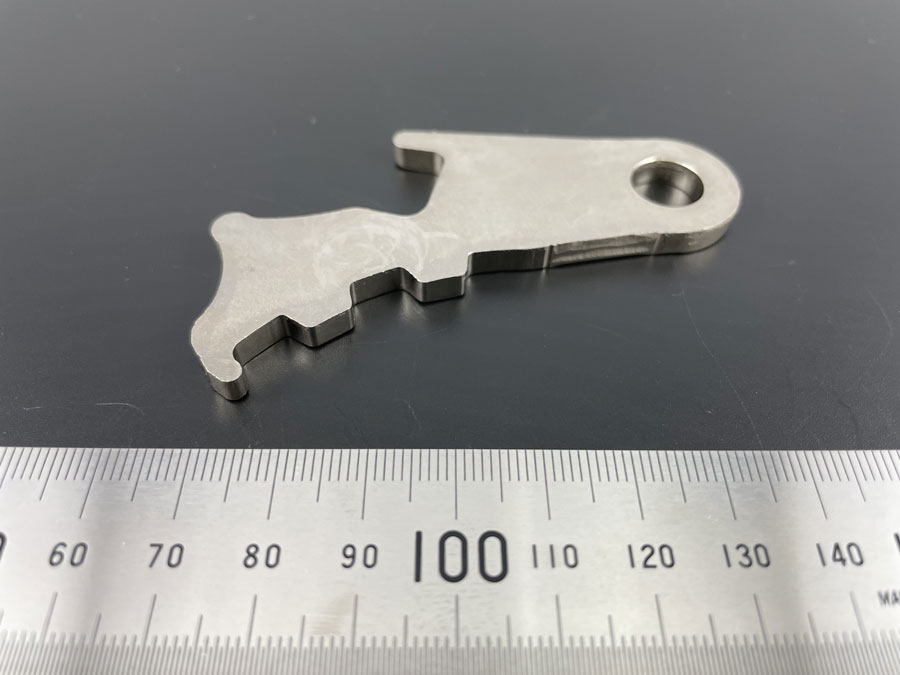
鍵状シートベルト用部品
-
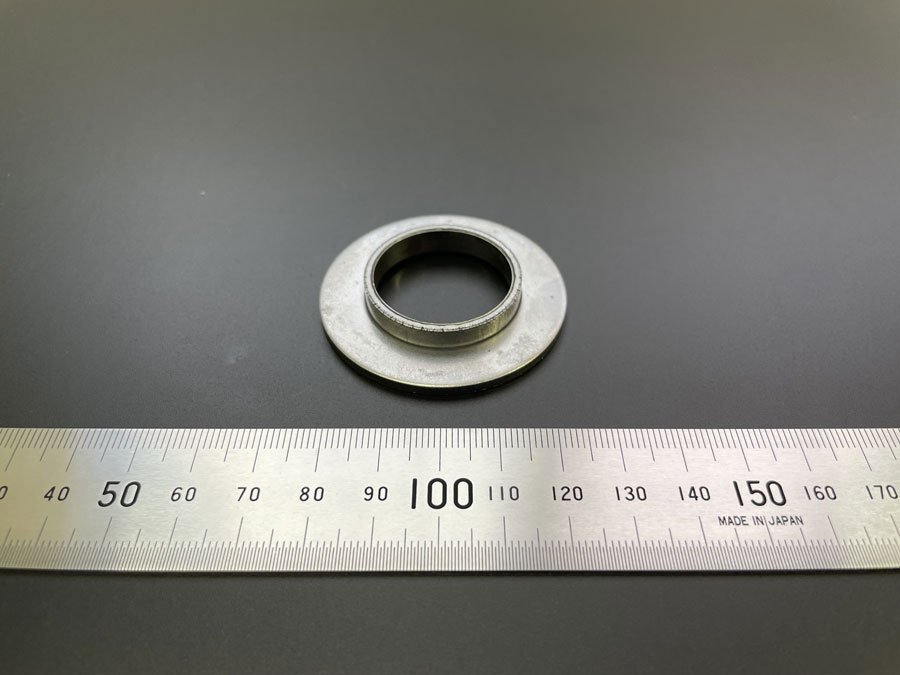
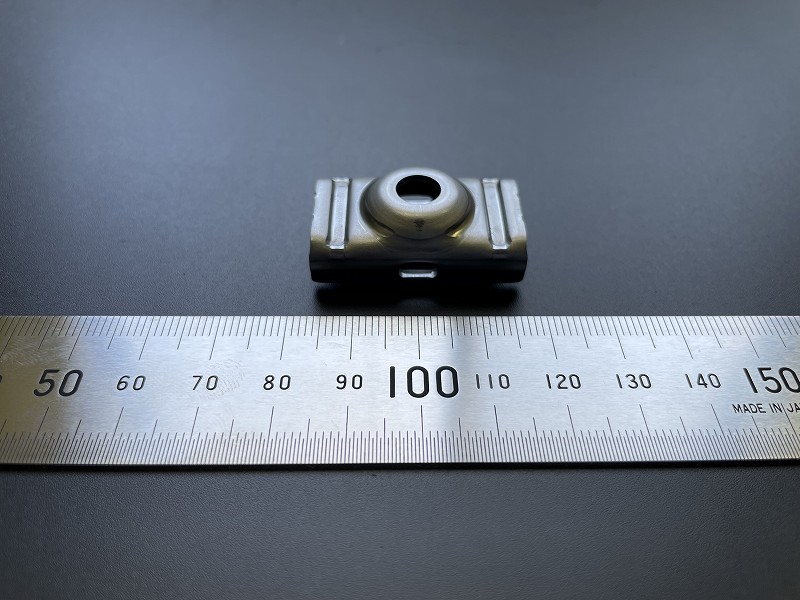
ハットブッシュ
-
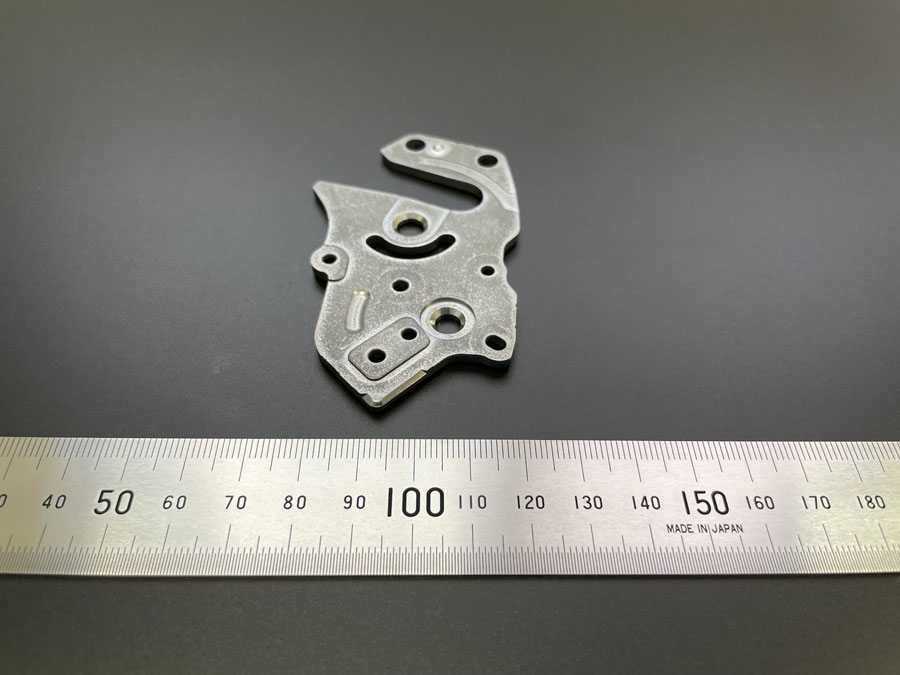
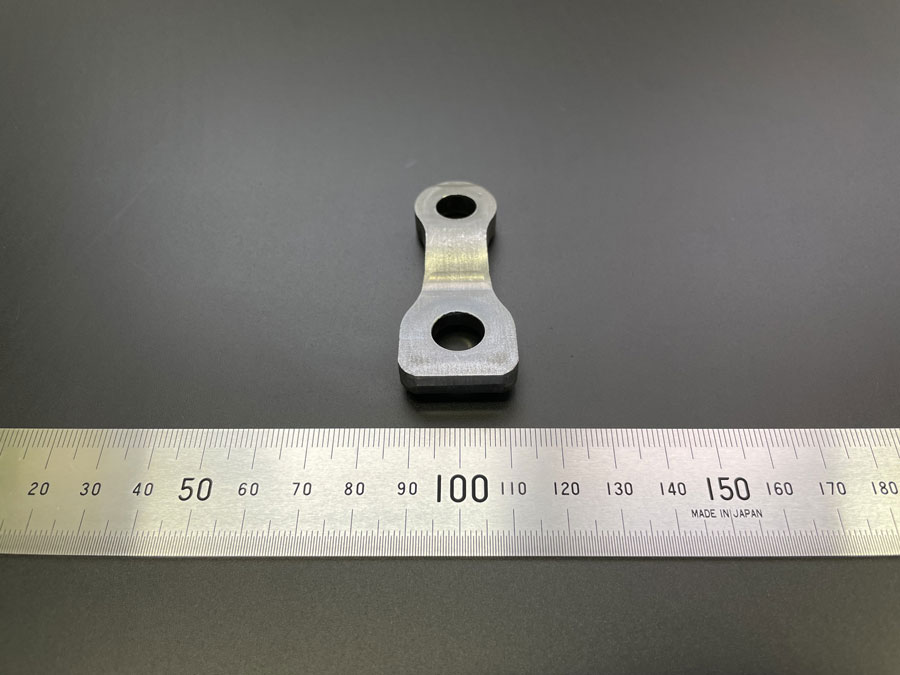
ドアロックベース
-
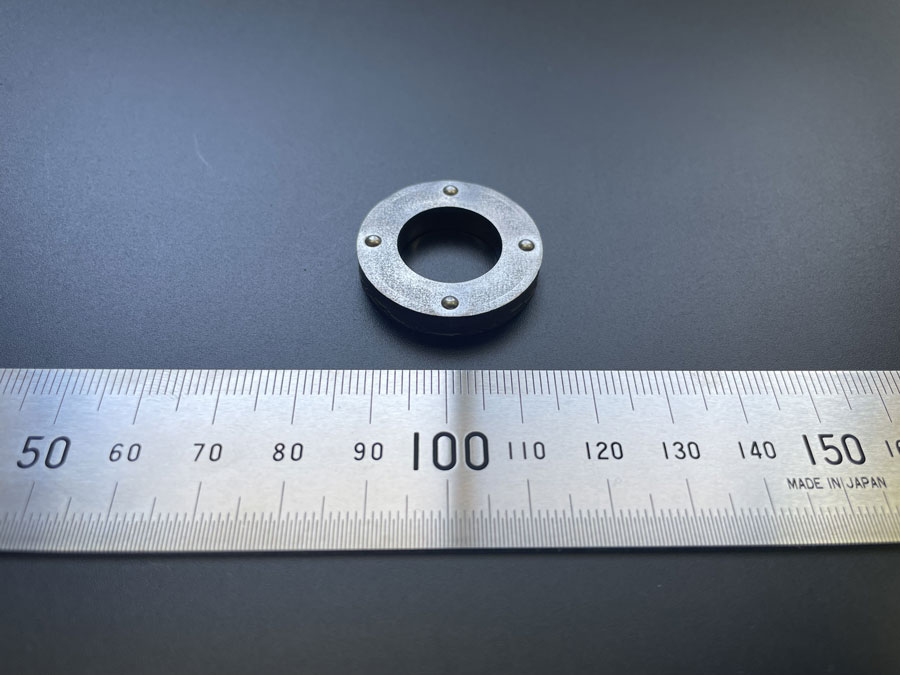
プロジェクション形状付きブラケット
-

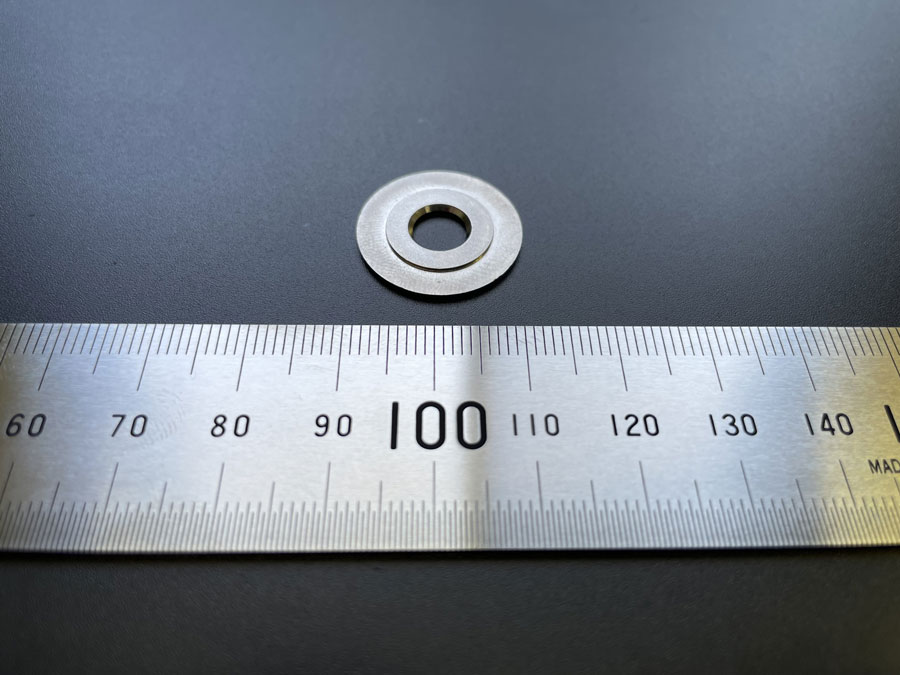
両面研磨ファン用スペーサー
-

皿加工厚板一般部品
-
ダレ無し精密せん断加工カム機能部品
-
産業機器駆動部用シムリング(ファインブランキングからの工法転換)
-
薄板冷間鍛造加工段付き部品
-

ギヤ歯冷間鍛造複合機能部品
-
ハイテン780製 精密せん断ギヤ(ギヤ歯高張力鋼鈑熱処理レス化部品)
-
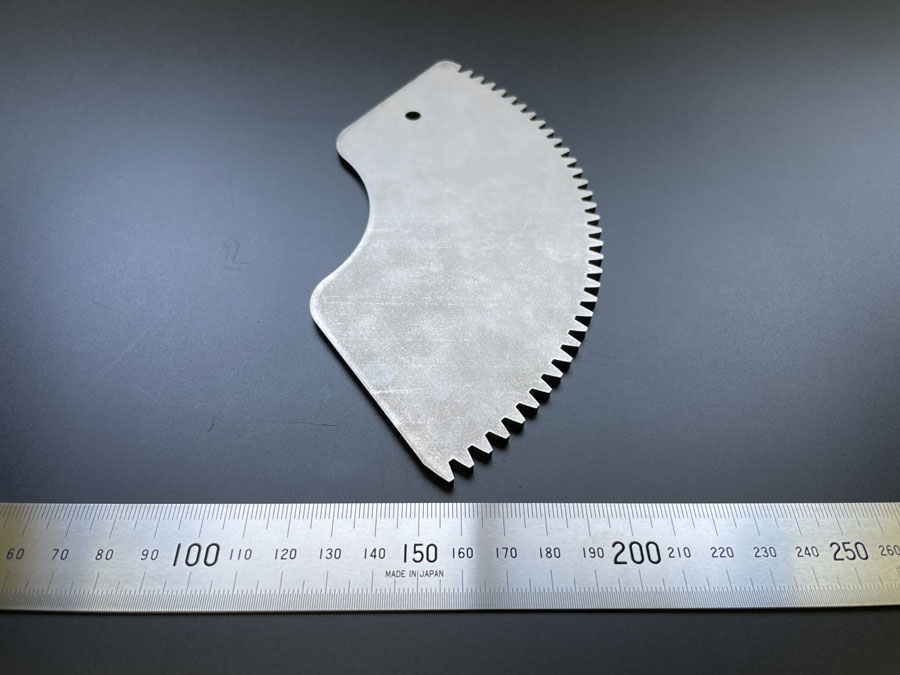
ラゲージドアクローザー用ギヤ
-
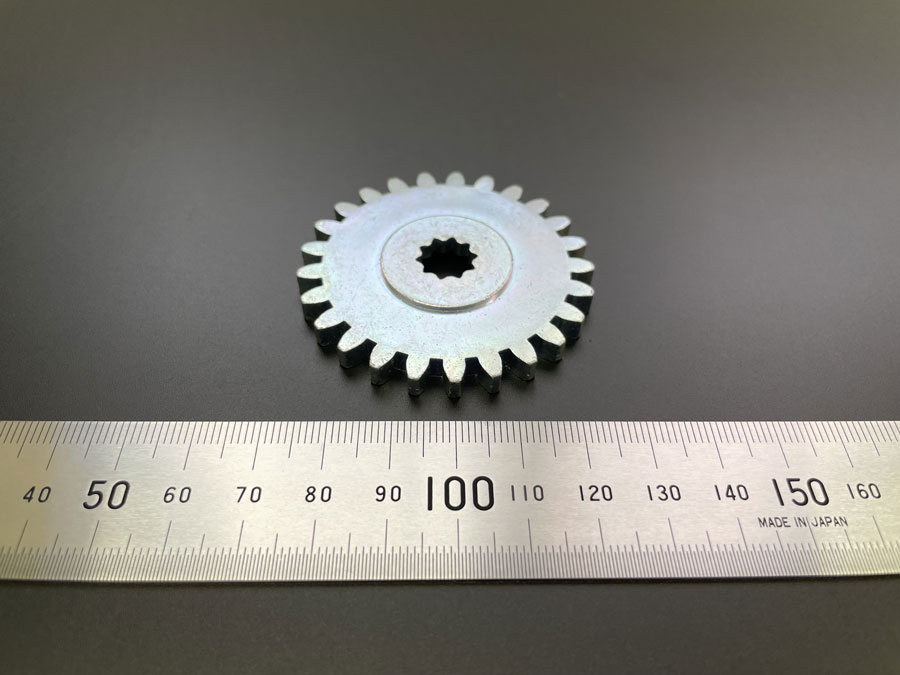
パワーシートリクライニング用ギヤ
-
S字曲げ皿加工ダレ無し部品
-

ダレ無し両面穴+C面皿加工部品
-

S55C製 ダボ出し段付きシート部品
-

S55C製 ダボ出しシート部品
-
SPH440製 ダボ出し加工シートベルト部品
-
ストライカー1(冷間鍛造+精密せん断複合加工)
-

ストライカー2(冷間鍛造+精密せん断複合加工)
-

ブレーキ用試作部品(冷間鍛造+精密せん断)
-

冷間鍛造段付き穴位置難加工部品



よくある質問
はい、ぜひ当社にお任せください。切削部品をプレス化することで、大幅なコストダウンにつながる可能性がございます。詳細なご説明をさせて頂きますので、ぜひお問い合わせください。
形状・精度にもよりますが、シャフトのプレス化も検討させていただきます。コストダウンに繋がるかどうかは、製品の生涯流動数が関係しますので、ご相談させていただく中で試算いたします。
精度が必要な部位は、100分台の精度で加工可能です。精度が必要でないそのほかの部位については、プレスで加工しやすい形状をご提案させていただきます。
金型のイニシャルが発生するため一概にはお答えできませんが、弊社の実績から30~50%程度のコストダウンが予測できます。どの程度の期間でイニシャル償却をご希望されるかに応じて、コストダウンのご提案をいたします。
部品を重ねて組み立てる(溶接、カシメ)形状であれば、2部品の一体化による工法転換が可能となってきます。弊社の工法転換は板からプレス加工しますので、6㎜を超える材料からは加工できません。
小ロットでも工法転換は可能ですが、金型費用の償却が困難となります。リードタイム短縮に焦点を当てた工法転換であればメリットを出せる可能性がございます。
切削からプレスへの工法転換によるメリットとして、コストダウン以外には下記のようなメリットがあげられます。
- 寸法精度のバラつきが少なくなる
- 金属繊維(ファイバーフロー)を切断しないため部品強度の向上
- リードタイムの短縮
数量の多い量産品の場合には、プレス加工で大きくメリットが働きます。コストダウンや高耐久性、量産品の短納期化を検討されている場合はぜひご相談ください。
2部品一体化によるメリットとしては、部品強度の向上とリードタイムの短縮があげられます。2部品で構成されている部品が、溶接なのか、カシメなのかによっても、一体化の方法が変わりますので、ぜひご相談ください。
はい、加工可能です。材質にもよりますが、当社では材料状態で±0.03が保証できる仕入れ先を持っており、板厚保証された材料をプレス加工することで、研磨を必要としない製品をご提案させていただきます。 コスト削減に向けた工法転換は、ぜひ当社までご相談ください。
はい、当社では90%せん断の実績がございます。精密せん断加工のことならお任せください。
弊社の精密せん断加工は、ほぼ鉄系材料での実績であり、SUS系材料に於いては経験が乏しいです。ステンレスの種類にもよりますが、材料の硬さから難易度がかなり高くなりますので、詳細はご相談させてください。
現状の弊社技術では『全せん断』は困難です。2B材であれば、60%~70%が保証値と言えます。
はい、当社では、780N/mm級ハイテンの精密せん断加工も対応可能です。切削加工からの工法転換もご提案させていただきますので、お気軽にご相談ください。
また、具体的な参考例がございますので加工実績をご覧ください。
順送プレスでは手のひらサイズまで、単発プレスであればA4サイズ程度まで対応可能です。
ステンレスの冷間鍛造加工の可否は判断が大変難しいです。製品形状にもよりますが、SUS材の冷間鍛造加工は金型刃物の耐久性を著しく低下させるため量産困難と考えています。量産性確認の試作をご要望であれば、金型耐久性など検証させていただきます。
当社はプレス加工におけるダレの抑制に関して、多くの実績・ノウハウを有しております。ダレを無くすことによる弊害もございますので、ご希望の方はまずご相談ください。
単発・順送ともに6㎜までの実績がございます。またSUS系材料では4㎜まで実績がございます。
サイズが大きいものは対応困難ですが、小物部品であればロボット搬送による、簡易的なトランスファー加工に対応可能です。
はい、対応可能です。皿モミ・面取りであれば2次加工ではなく、金型内で冷間鍛造で加工する合理化提案をさせていただきます。タップに関しては、LOT数量によりますのでご相談させてください。
ハイテン材は素材硬度が高いことから、金型の耐久性が必要となります。弊社の精密せん断加工では特に、製品を形にすることよりも、良い製品を作り続けることが難しい材料です。
当社は絞り加工を苦手としており、ハイテン材の絞り加工はお受けできません。当社の協力企業に、絞りに特化したプレス業者がございますので、ご紹介いたします。
製品形状の特性から、順送加工で必要な”マッチング”(材料と製品のつなぎ部分)が作成できない場合は、トランスファー加工を検討させていただきます。
板厚と材質によって2次せん断が生じ易いことから、有害なバリの発生につながる可能性があります。プレス加工時にそのバリ屑を製品と一緒に踏むことで打痕となりますので、シェービング加工による打痕発生のリスクは高いといえます。
当社では多くの実績から、精密せん断加工(シェービング加工)に関するノウハウがございます。精密せん断加工のことならお任せください。
冷間鍛造加工を行う際のポイントは、大きく下記2つにまとめられます。
- プレス加工の際にかかる総重量の計算(どの程度の設備能力が必要か?)
- 工程・加工レイアウト(どの形状をどんな順序で加工するか)
工程順序を誤ると、求める形状にならない場合がございます。設備能力から対応可否の判断をさせて頂き、どの加工をどのような順番で加工するか、という2点がポイントとなります。
材質と板厚により、異なるので一概にお答えすることは難しいです。しかし、基本的には70%以上をせん断面で製作することが可能です。さらに高度なせん断面にも対応することが可能ですので、お気軽にご相談ください。
もちろん、可能です。当社は精密せん断加工を得意としており、部分的なせん断面の要求にもお応えいたします。精密せん断に関することなら当社にご相談ください。
もちろん、可能です。当社では、多様な銅合金のプレス加工実績があります。
対応可能です。当社では、EV向けの試作開発案件の依頼を多く承っております。EV向けの電子部品製作に関するご依頼もお気軽にご相談ください。
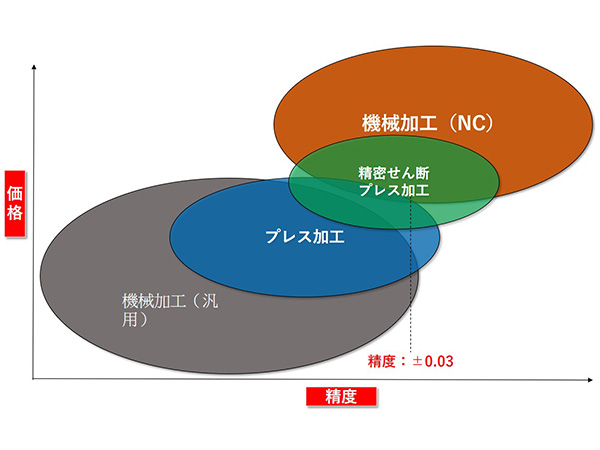
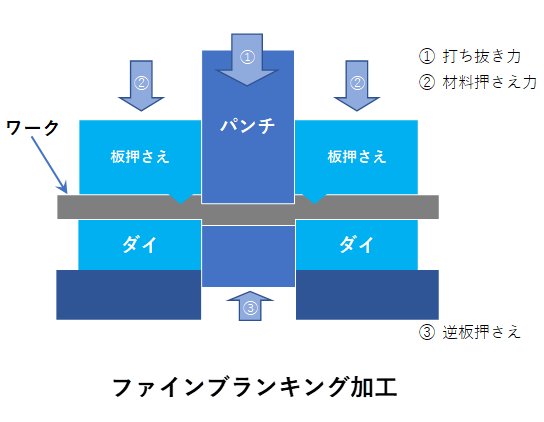
メリット・デメリットは下記のとおりです。
メリット:鉄だけでなくステンレスなどの素材も含めて、平面度の優れた高精度の加工が可能
デメリット:専用の設備・特殊構造の金型が必要であり、イニシャルコストがかかる
メリットは、汎用プレス機でも優れた“せん断面”を形成できることですが、デメリットとして、細かな屑が発生する技術のため、ダコンなど外観上の問題が発生しやすいことがあります。
当社では、シェービング加工を応用することにより、ファインブランキングと比較しても、遜色ないせん断面を実現することができます。
もちろん可能です。当社では、ファインブランキングから汎用プレスへの工法転換により、コストダウンを実現した多数の実績がございます。お気軽にお問合せください。
製品形状などによりますが、イニシャル、製品単価のそれぞれで、30~40%の削減が期待できます。
当社の精密せん断加工で、ダレを極力抑えた製品を加工する事が可能です。詳細はお問い合わせください。
はい可能です。同形状で厚み違いの製品も合理化検討をさせていただきます。
ギヤの精度によりますが、汎用プレスでの加工ができる可能性がございます。詳細はお気軽にお問い合わせください。
実績としては、数件程ございますので、お気軽にご相談ください。
もちろん、可能です。体積計算に基づき、加工を行っております。板厚4mmの製品に、φ3のダボを5mm出した実績もございます。
ダボ出し加工が難しい材質としては、伸びの少ない材料が挙げられます。(例:ステンレスのバネ材等)こういった材質であっても、一般的なダボの長さであれば加工可能ですが、板厚以上のダボ出し加工は困難であるといえます。
ダボ出し加工とは、肉を流し、ダボを成形する加工方法です。ダボ出し加工では、板厚以上のダボを出すことが可能です。一方、半抜き加工とは、抜き切らず、破断が起こる寸前で止める加工方法を指します。半抜き加工では、板厚以上のダボを出すことは難しいです。当社では、これら両方の加工方法に対応しており、お客様のご要望に沿って、最適な加工方法をご提案します。
これまでに、何件か対応してきた実績がございます。設備トン数、金型サイズにより、制限がありますので、お気軽にご相談ください。





お問い合わせからの流れ
工法転換のご要望、プレス加工でのお困りごとは、当社までお問い合わせください。
お問い合わせフォームまたはFAXにて、ご依頼いただく案件の図面を、下記情報と併せてご送信ください。お電話をいただくと、よりスムーズに進められます。
- 生産ロット数 ※必須(複数パターン可)
- 2次加工、後処理の内容 ※必須
- 見積り回答希望日 ※必須
- 年間流動予定数
- 製品の使用用途
- 現状の課題など
図面がない場合は、製品写真と寸法情報、もしくは手書きのポンチ絵でも検討させていただきます。

まずはご依頼いただいた案件の加工可否を検討します。加工困難な形状の場合には、プレスで加工し易い形状のご提案も可能です。
加工不可の判断をさせて頂いた場合は、お見積り辞退となります。併せて問題となった理由もお伝えします。

プレスで加工可能と判断させて頂いた場合は、お見積り作成に移ります。できる限りご要望の日程で回答いたしますが、形状や加工難易度によりお時間を頂くことがございます。
※後処理、2次工程のある製品は業者へ見積り依頼する関係でさらに時間を要します。

お見積り回答の結果、具体的に進めるご意向をいただきましたら、打ち合わせにて詳細をご相談させて頂きます。直接のご訪問もしくは、Teams・Zoomなど各種オンラインでの打ち合わせも可能です。弊社の技術担当者を交えて、仕様確認をしながら懸念事項やご質問にお答えします。

打ち合わせで詳細が決定しましたら、メールまたはFAXにて注文書の発行をお願いしております。
お取引条件を確認させていただき、当社の生産管理システムに登録されることで、加工の手配に入ります。

社内の工事状況を、考慮しながらスケジュール設定し、納期予定をお客様にお伝えします。
納期予定に基づいて製品が完成しましたら、図面仕様に合わせてデータを作成します。全ての製品に検査成績書を同梱いたします。

お客様のご要望された荷姿で、梱包・出荷いたします。また、お客様の資産である金型は、弊社にて大切に管理・保全いたします。安心してお任せください。
