切削による加工は、精度の高い仕上げが可能な一方で、ある程度の加工時間が必要となります。プレス加工は、切削加工との比較では精度面で劣りますが、生産効率ではプレス加工に軍配が上がります。これまで切削加工で製作していた部品を、プレス加工で生産することができれば大幅なコストダウンが期待できます。切削加工、プレス加工の特徴をはじめ、切削加工からプレス加工への工法転換の事例をご紹介します。
切削加工とは?切削加工のメリット・デメリット
切削加工とは
切削加工とは、機械に取り付けた工具で、金属などに穴をあけたり削ったりする加工法のことを言います。
切削加工は大きく分けて、“旋盤加工”と“フライス加工”の2つに分類されます。
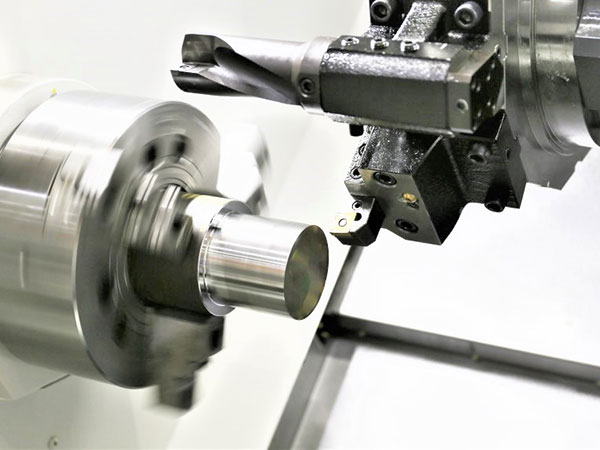
旋盤加工
旋盤加工とは、材料を回転させながら固定した工具をあてることで切削を行なう加工です。旋盤加工は円筒形状の加工に適しています。
フライス盤加工
対して、フライス加工は、固定した材料に回転した工具をあてることで切削を行う加工のことを言います。フライス加工では、角物の加工に適しています。
マシニングセンタなども、ATC装置(自動工具交換装置)の付いた、フライス盤加工のひとつと言えます。
切削加工では、外形を形成する外形加工のほか、内径加工、穴あけ加工、ねじ切り加工など様々な成形に対応できる加工方法です。以下では、切削加工のメリット、デメリットについて説明します。
切削加工のメリット
切削加工のメリットは、大きく以下の3つといえるでしょう。
材質・サイズを選ばず高精度の加工ができる
切削加工は、金属や樹脂材料をさまざまな大きさ、形状に加工することができます。また、材料の厚みによる制限をほとんど受けないためプレス加工や板金加工と比べてもアドバンテージがあるといえます。
1個から生産できる
切削加工は、設定(プログラミング)が比較的容易でコンピューター制御が可能なため、精密なデザインができることに加え、サイズなどの微調整をしやすい点が特徴です。そのため、複雑かつ精密なデザインの製品が、最低1個からでも生産できます。
短納期対応が可能
切削加工では、プレス加工で必要な金型製作の工期が必要なく、それに伴う段取り時間もないため、設備があり材料調達できれば直ぐ加工が始められます。
切削加工のデメリット
切削加工は、様々な材質、様々な形状に対し、高精度な加工を可能にする方法ではありますが、デメリットもあります。そのデメリットの主なものとしては下の3つが挙げられます。
業者によって対応可能な素材・サイズが違う
切削加工では、業者によって加工できる素材サイズや材料種が異なることが多く、加工したい製品にマッチした業者を探す必要があります。大型のアルミ製品が得意な業者もあれば、ステンレスの小型部品に特化した業者もあります。そのため切削加工ができる業者といっても、得意な加工サイズや素材は異なってきます。
単純形状は大量生産に不向き
素材を削りながら製品を加工するという性質上、ある程度の時間を要するためコストが割高となります。プレスで生産できるような単純な形状を、切削加工で大量生産することは不向きといえます。
削り屑の発生
切削加工は、材料を削るため”削り屑”が発生します。一般的にプレス加工よりスクラップ量が多くなり、当然その分のコストがかかります。その他に、削り屑は切削工具に絡みつくなどのトラブルとなり得ることから、切削加工のデメリットとして挙げられます。
プレス加工とは?プレス加工のメリット・デメリット
プレス加工とは
プレス加工とは、プレス機に専用の金型と材料をセットし、材料にプレス金型を押し付けることで成形する加工方法です。
プレス加工にも種類があります。
せん断加工
せん断加工は、プレスにより材料を切断する加工方法です。材料を目的の形状に切断したり、切り抜いたり、穴を開けたりする場合に、せん断加工が用いられます。材料から不要な部分を切り抜いて成形する抜き加工も、せん断加工の一つです。
絞り加工
絞り加工は、プレスのパンチとダイの凹凸に沿った形に成形する加工方法です。絞り加工では、継ぎ目の無いお椀など、器(うつわ)のような形状を成形することが可能です。
曲げ加工
曲げ加工は、プレス機を用いて材料を目的の形状に曲げる方法のことを言います。材料をプレスすることで、V曲げ、L曲げ、U曲げ、カール曲げ、ヘミング(アザ折り)曲げなどが可能です。
また、プレス加工に用いる金型にも種類があります。
順送型
順送プレスの金型は、一つの金型に複数の成形工程を含んでいるものを指します。コイル材料を順送りしながら、一度のプレスで複数の工程を同時に加工することができるため、生産効率が高い特徴があり大量生産に向いています。
単発型
単発プレスの金型は、ひとつの工程を加工するための金型です。そのため製品を完成させるには、加工工程の違う単発型が複数個必要となります。単発加工の工数が必要となり大量生産には向きませんが、順送型と比較した場合に金型製造のコストが抑えられるため小ロット生産に向いています。
トランスファー型
単発の金型を複数並べて、搬送装置で製品を運びながら、工程を順にプレスする工法をトランスファープレスといいます。順送型との違いは、順送型は一つの金型で複数工程の加工が可能であるところ、トランスファーでは複数の単発型を用いて順番に加工するところです。順送加工と比べ歩留まりが良いなどの特長があります。
プレス加工のメリット
プレス加工を用いて成形を行うことのメリットは、 大きく下の3つといえるでしょう。
大量生産に向いている
プレス加工は順送金型を製作すれば、半自動的に製品を加工することができるため、生産性が高い工法と言えます。プレスで加工可能な形状であれば、大量生産に向いているという特長があります。
長期的な量産に向いている
長期的な量産ではプレス加工を選択することにより生産性が上がります。金型が必要となる制約はありますが、プレス機に金型を段取りすることで同じ製品を繰り返し生産することが可能です。製品形状や流動期間によっては、小ロット品でもメリットを出せる場合もございます。
形状、精度が安定している
プレス加工は金型を押し付けて成形する加工方法であるため、形状や精度のバラつきが少ない製品を加工することができます。品質の安定した加工ができることもプレス加工の特徴の一つです。
一方で、プレス加工のデメリットについてもお伝えします。
プレス加工のデメリット
短期間の量産には向いていない
プレス加工では、加工を行うための専用金型が必要であり、その製作にある程度の期間を要します。また、このプレス金型は高額なため、短期間の量産ではそのコスト償却ができない場合もあり得ます。そのことから、短期間の流動製品においては、プレス加工はお勧めできません。
形状に制限がある
プレス加工は、金型を用いて成形する加工方法であるため、成形できる形状に制限があります。そのため、切削と比較して成形の自由度は低いです。複雑な形状をプレス加工で成型することは困難な場合が多く、板材(コイル)からの加工しかできない事もプレス加工のデメリットの一つです。
切削加工からプレス加工に工法転換することでコストダウン実現
ここまで切削加工とプレス加工の、メリット・デメリットについて述べてきました。精度という面では切削加工、生産性という面ではプレス加工に軍配が上がります。
そのため、切削加工で成形していた製品を、より生産性の高いプレス加工に工法転換することができれば、必ずコストダウンにつながるのですが、複雑形状・高精度の製品はプレスでは加工困難な場合が多く、どんな形状でも工法転換ができるわけではありません。プレスで加工できるかどうかがポイントとなります。
簡単な形状で高精度は必要としていない切削部品を大量生産している場合には、プレス加工への工法転換を検討する価値は十分にあるといえます。ここからは、実際にコストダウン、リードタイム短縮につながった工法転換の事例をご紹介します。
切削からプレス加工への工法転換事例
切削からプレス加工への工法転換で40%コストダウン
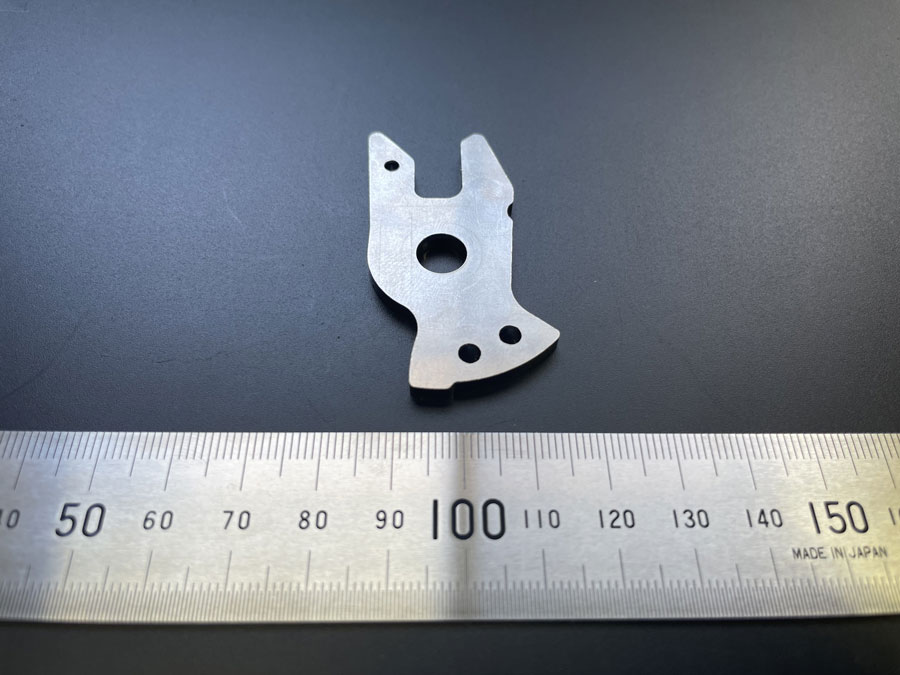
Before 切削加工ではコストが高い…
こちらの事例における製品は、当初は切削図面で設計されており、機械加工で製作する予定でした。 月産2000~3000個の想定でしたが、切削加工による製作ではコストが高くなってしまうという課題がありました。 そこでお客様より、プレス加工で製作することにより、コストダウンできないかというご相談を受けました。
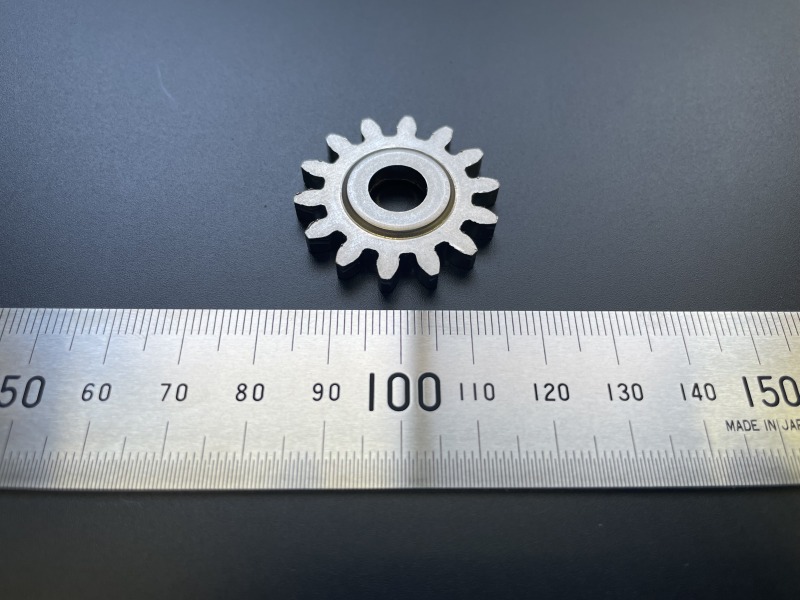
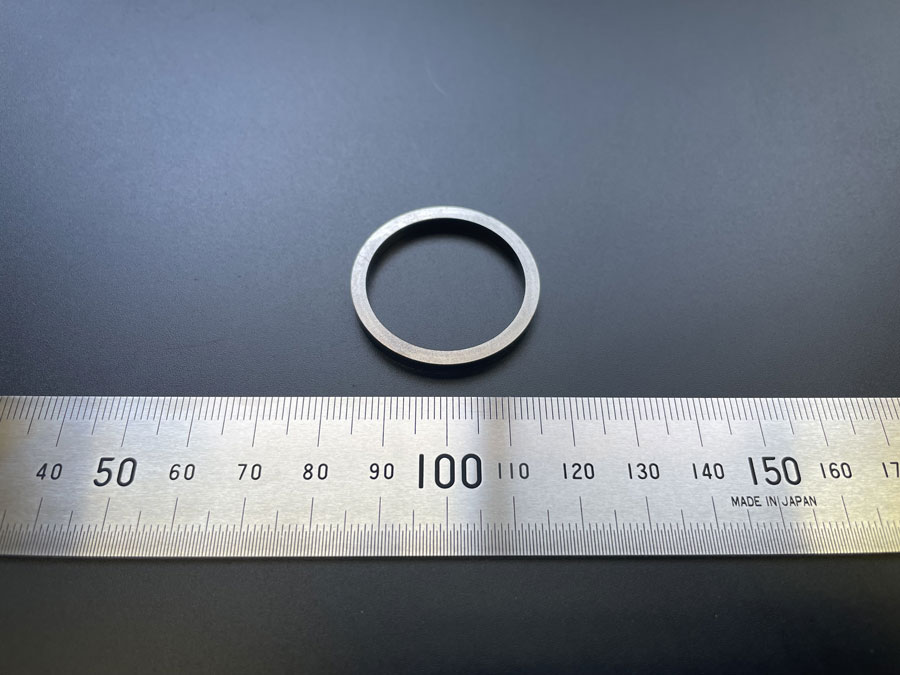
After プレス加工への工法転換で40%コストダウン
切削加工から冷間鍛造加工への工法転換を提案しました。 段内径の要求精度がレンジで0.03と厳しいこと、外径に近い穴加工は周辺形状に影響を与えてしまう問題がありましたが、工程レイアウトの工夫により2つの課題をクリアしました。 こちらの事例では、切削加工から冷間鍛造加工への工法転換を実現したことにより、40%コストダウンにつながりました。

切削加工からプレスへの工法転換ことなら、工法転換プレス加工技術.comまで!
いかがでしたでしょうか。今回は切削加工からプレス加工への工法転換に関してご紹介しました。
工法転換プレス加工技術.comを運営する熊谷精機株式会社は、プレス加工のプロフェッショナルとして、主に自動車、産業機械に向けてあらゆる部品を製作してまいりました。
当社は、様々な工法転換のご提案実績がございます。切削部品のプレス化や複数部品の一体化、FB(ファインブランキング)製品の一般プレス加工化など、当社がこれまで培ってきた精密せん断加工技術、冷間鍛造加工技術を用いて、お客様のご要望の製品を製作いたします。
さらに、当社では月産100〜100万個以上まで様々な数量に対応することができます。工法転換を検討する際は、ご要望に応じて生産性検証を行い、あらゆる課題を抽出した上で合理化提案をいたします。
プレス加工に関するお悩みをお持ちの方は、工法転換プレス加工技術.comまでお問い合わせください!