

シェービング加工とは何?
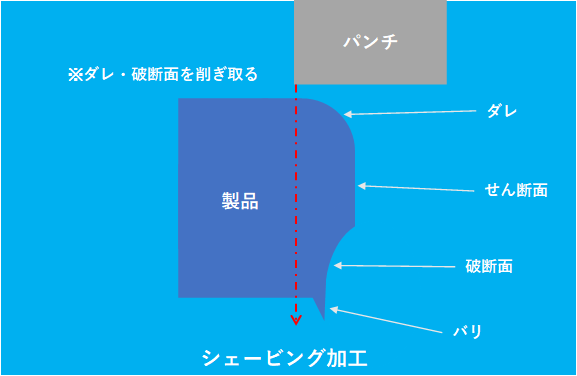
シェービング加工とは、プレス加工に用いられる用語で、打ち抜きプレスで切断された切り口を、もう一度プレス加工する事によって、表面を削り取り平滑で精度の高い断面を得られる加工方法となります。
プレス断面のダレ側から、かえり(バリ)側に向かって削り取る(プレスする)方法が一般的です。板厚が厚くなる場合は、一度のシェービングでは取り切れないので、複数回のシェービングが必要になることもあります。
シェービング加工をするにはその前段階として、求める形状よりも僅かに大きいサイズで外径をプレスする必要があります。その部分がシェービングの“取り代”となり、僅かに大きくした“取り代”を削り取ることでシェービング加工が成り立ちます。
シェービング加工の効果と問題点
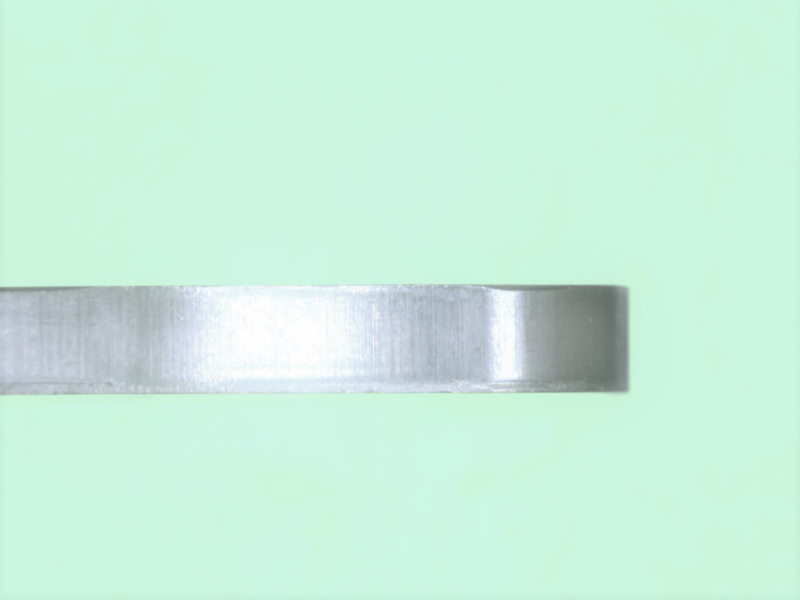
シェービング加工で改善される内容として、切断された面の破断面を除去して“せん断面”の面積を増加させたり、切断面の直角度を向上させるといった効果があります。寸法精度の向上も同時におこなうことが可能です。
削り取る量は製品の板厚にもよりますが、板厚の10%ぐらいが上限と言われています。それを超えて一度に削り取る量を増やしても新たな亀裂が発生してしまうリスクがあり、良好な“せん断面”を得ることは出来ません。
取り代(抜き代)が少ないほど良い結果を得られるのですが、細かなスクラップ屑が発生することとなり、スクラップの除去が難しくなります。取り代を加工品の全周にわたって均一にする事ができれば、スクラップを“飛散させずに塊として除去することが可能になります。
金型は比較的容易に作ることができますが、上記の理由から必ずしも、効率的な加工技術と言えない部分があります。

スケルトンとは?
順送プレス金型のレイアウト設計・工程順序がダイレクトに表現されるのがスケルトンであり、プレス加工がどのように行われたかの形跡を表すものです。 そのため、スケルトンには順送プレス加工のノウハウが詰まっていると言えます。
仮に“せん断面100%”を求めた場合、シェービング加工を複数回実施することになりますが、材料厚みの変化や刃物の摩耗などの要因から、せん断面100%の製品を作り続けることは非常に難しく困難な作業といえます。 結果として効率の悪化、不良率の上昇に繋がりコストに反映されてしまうため、実際に保証することは難しいと言えます。
弊社では、せん断面60~70%以上保証という製品が一般的であり、80~90%は実力値として実績がございます。
シェービング加工でスクラップ屑を抑制する方法
シェービング加工は、製品形状をプレス加工したあと、次の工程でシェービング加工をするため、どうしても工程数が増えることになります。僅かな取り代を均一に削ぎ取る必要があるため位置決めにもノウハウが必要です。 更に、シェービング加工の最大の問題点は、薄く削り取られた細かなスクラップが油等で金型に付着してしまい、除去することが難しいことにあります。 製品にキズやダコンなどを発生させる大きな原因となっています。
抜き戻し加工を併用することでスクラップを分裂させずに除去
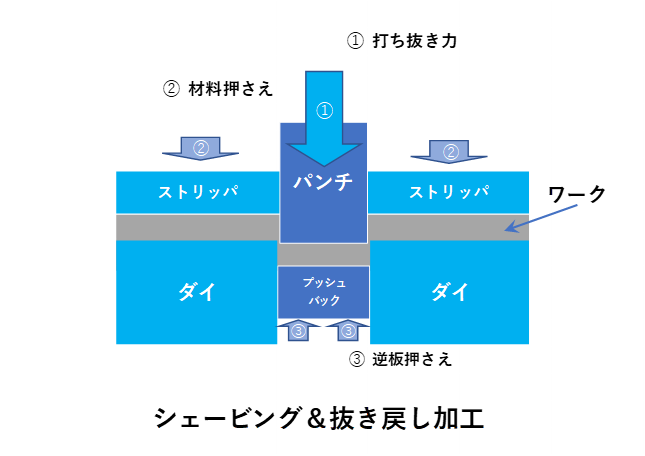
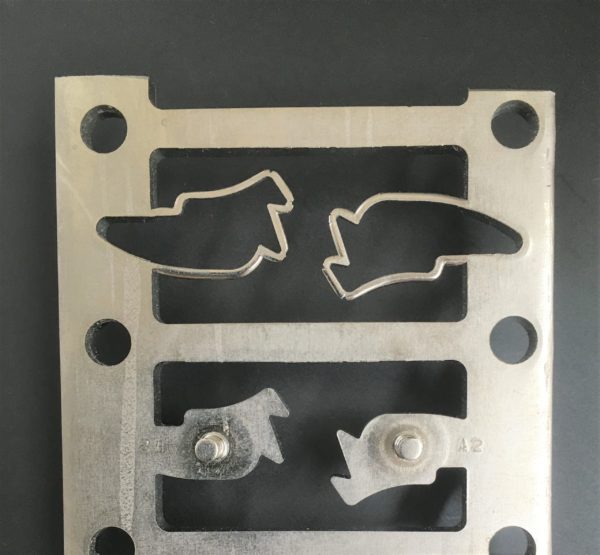
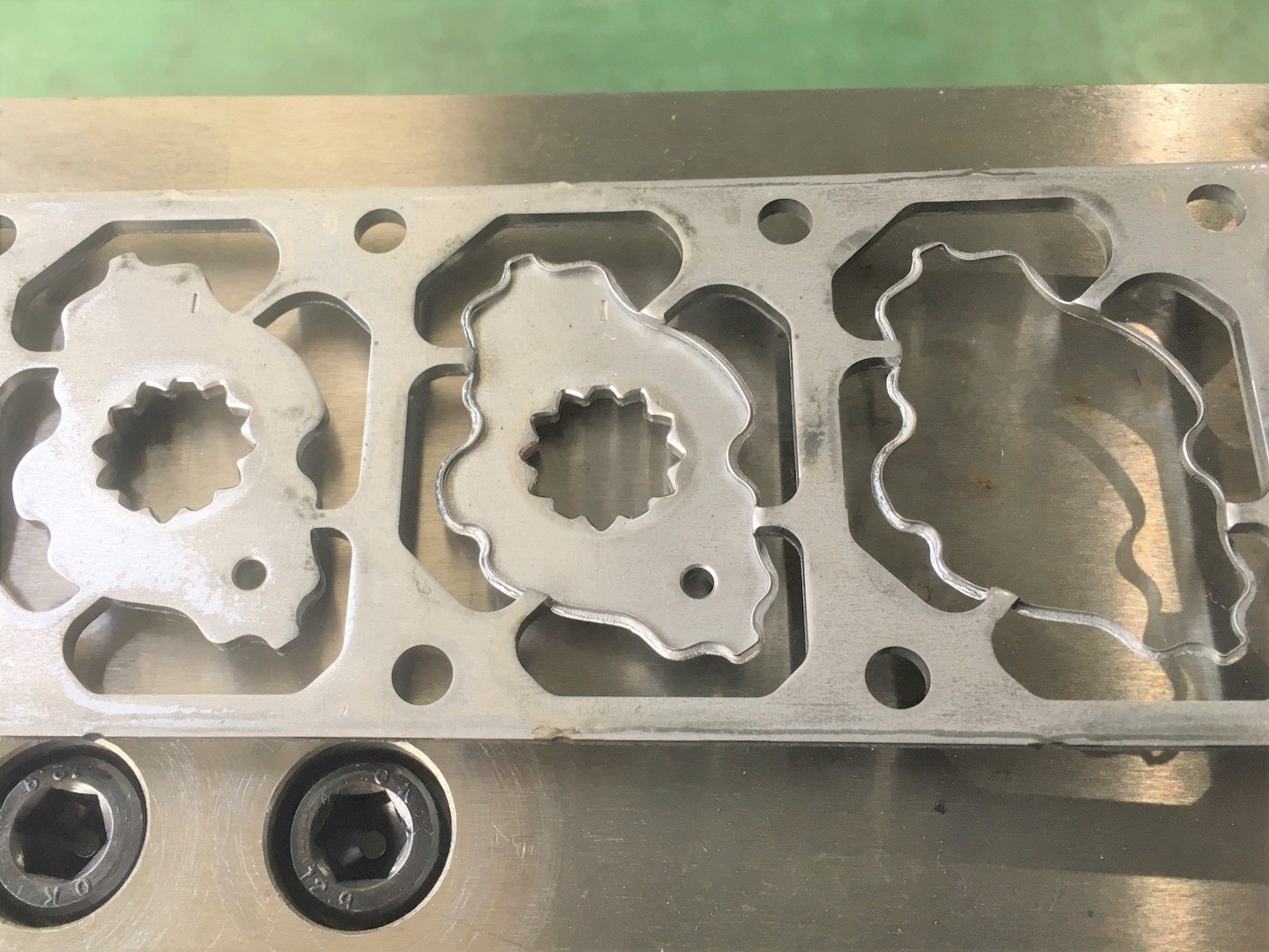
シェービング加工で抜き切らずに、抜き戻し加工で一旦止めた状態を作ると、シェービング屑が薄皮一枚で繋がった状態(下記写真の中央)をつくる事ができます。改めて外周をカットすることで、シェービング屑をバラバラに飛散させずに除去することが可能です。弊社ではこのような方法でスクラップ屑発生による、ダコンなどの弊害を抑制しています。
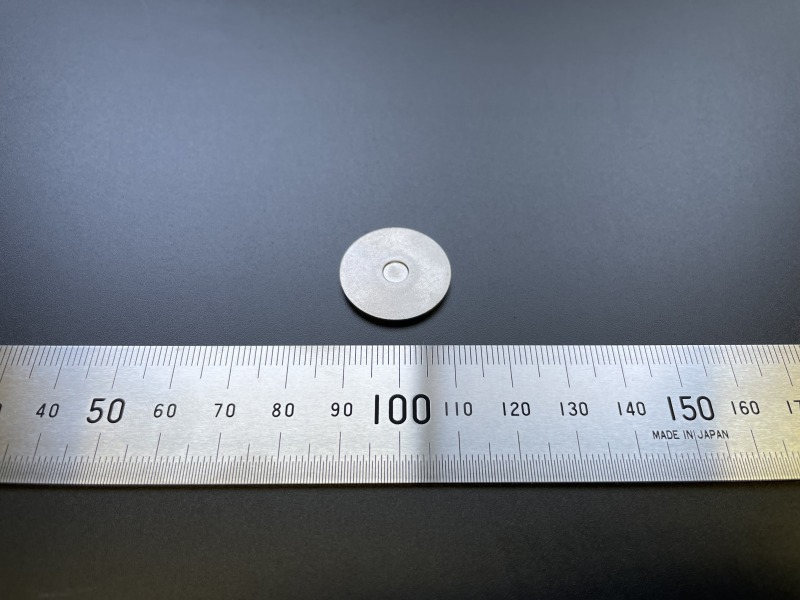
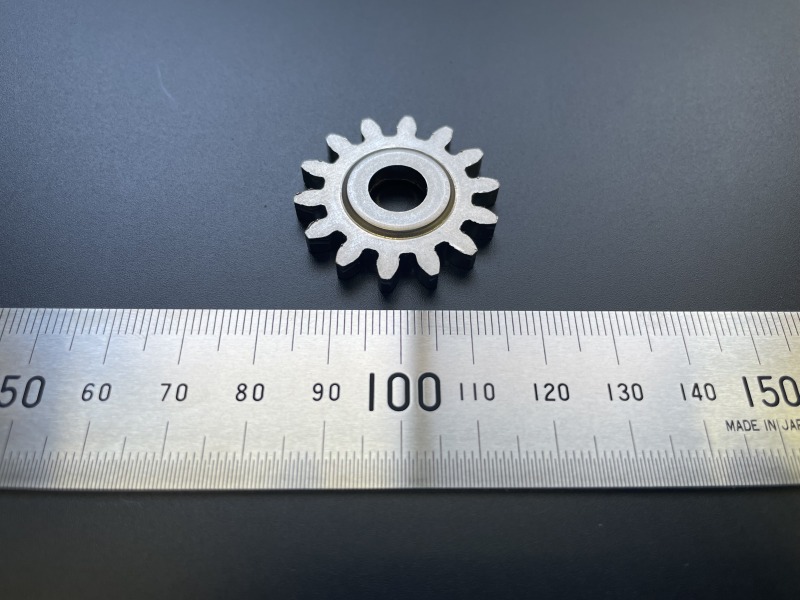
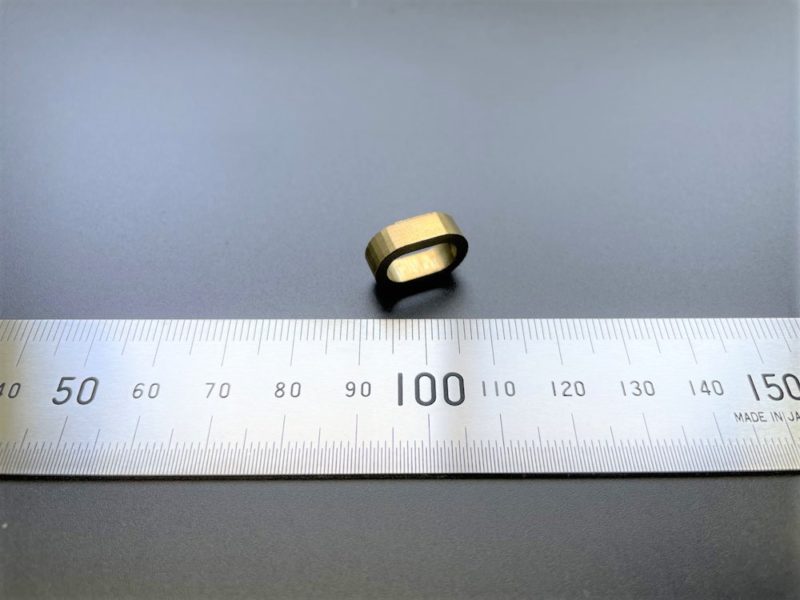
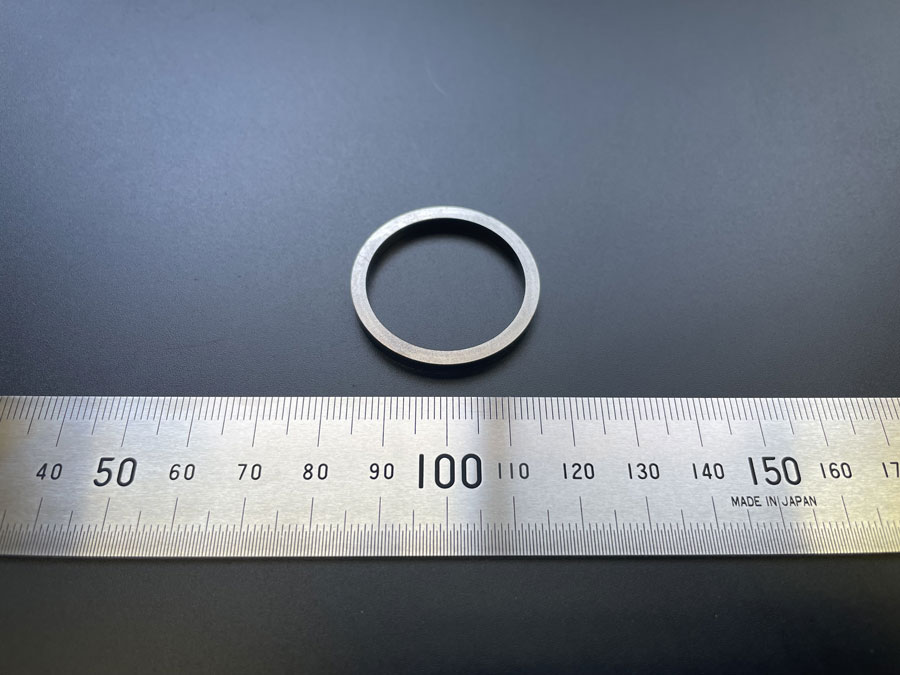
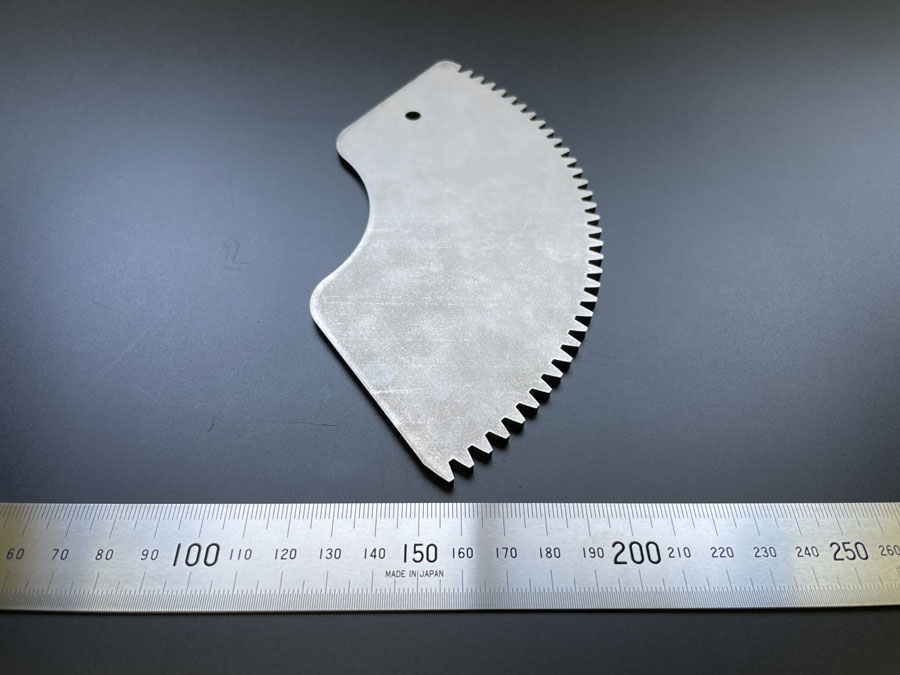
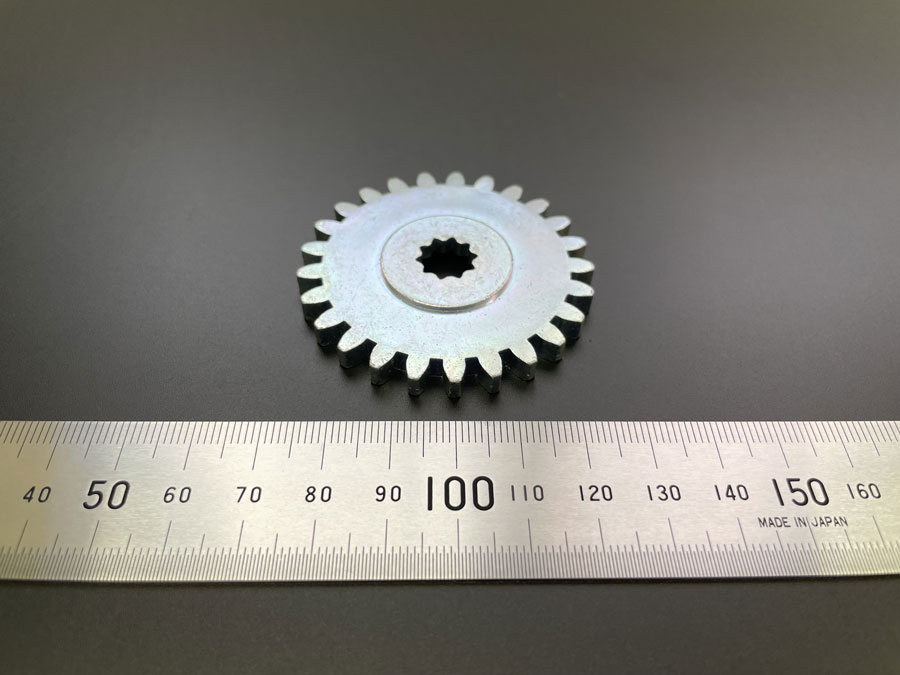
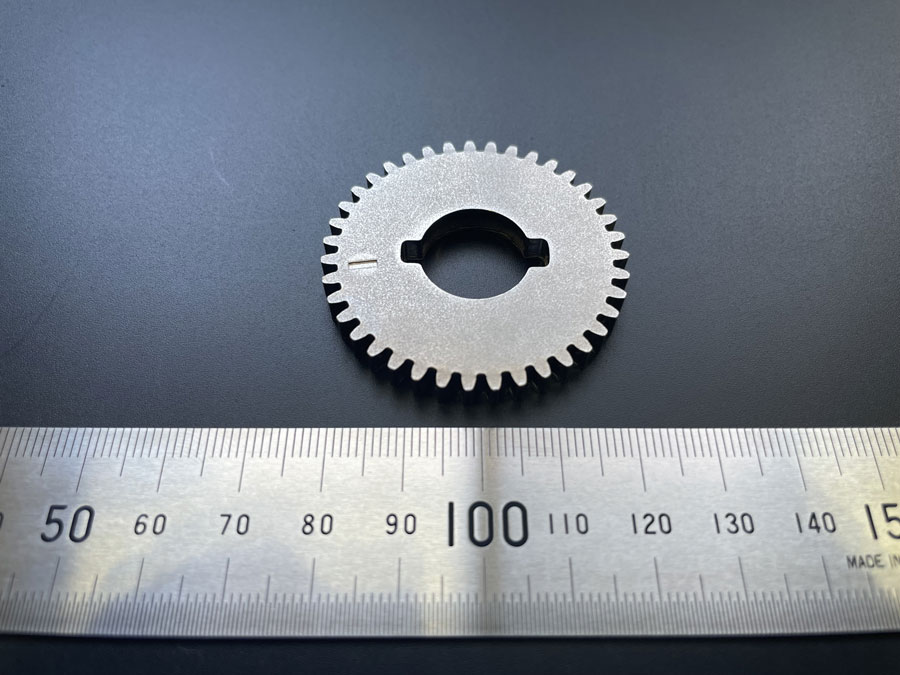
当社のシェービング加工製品(精密せん断加工)

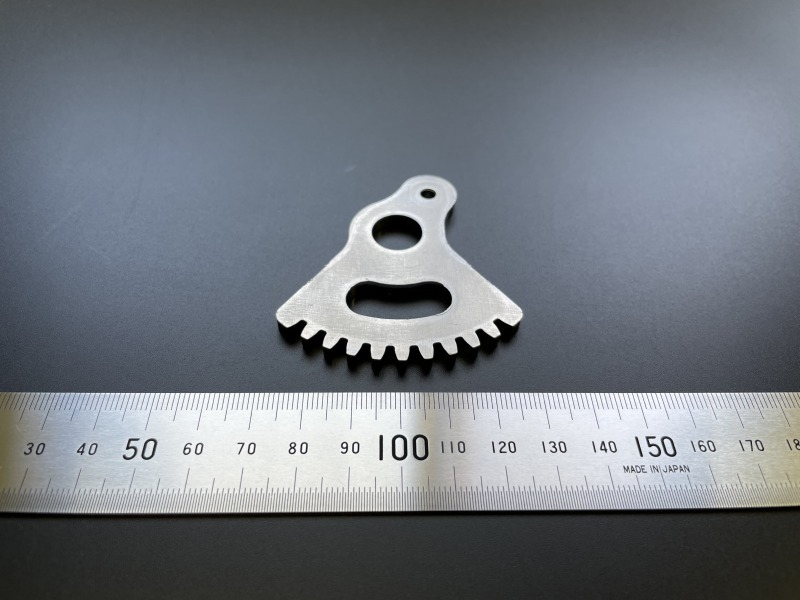

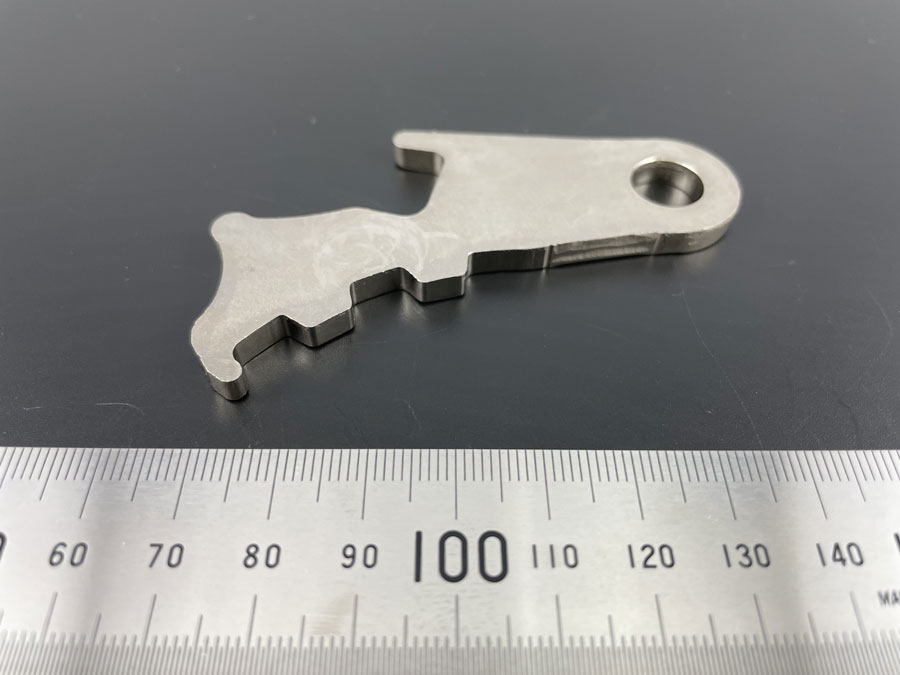

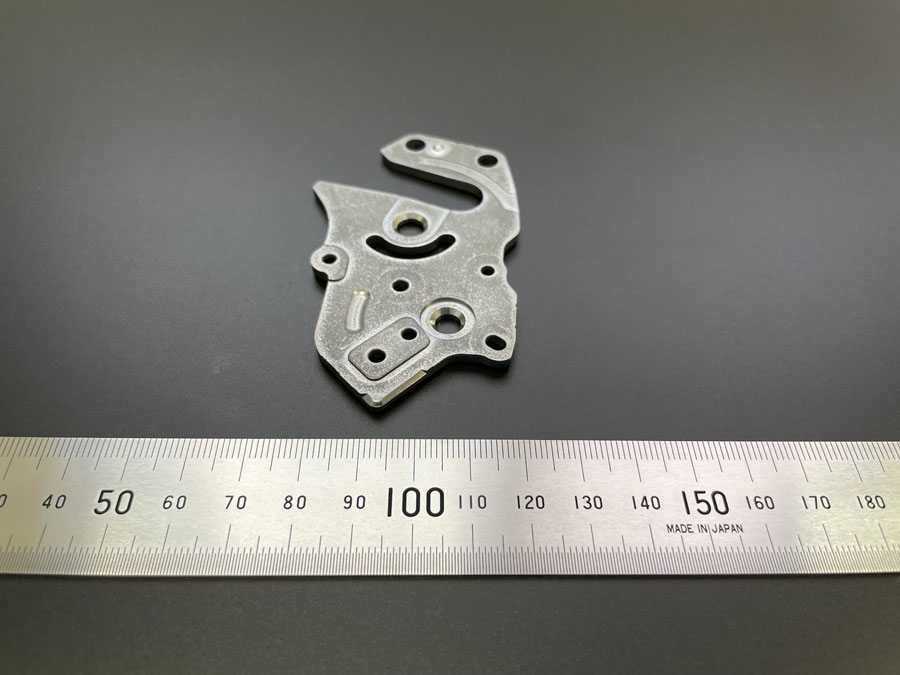
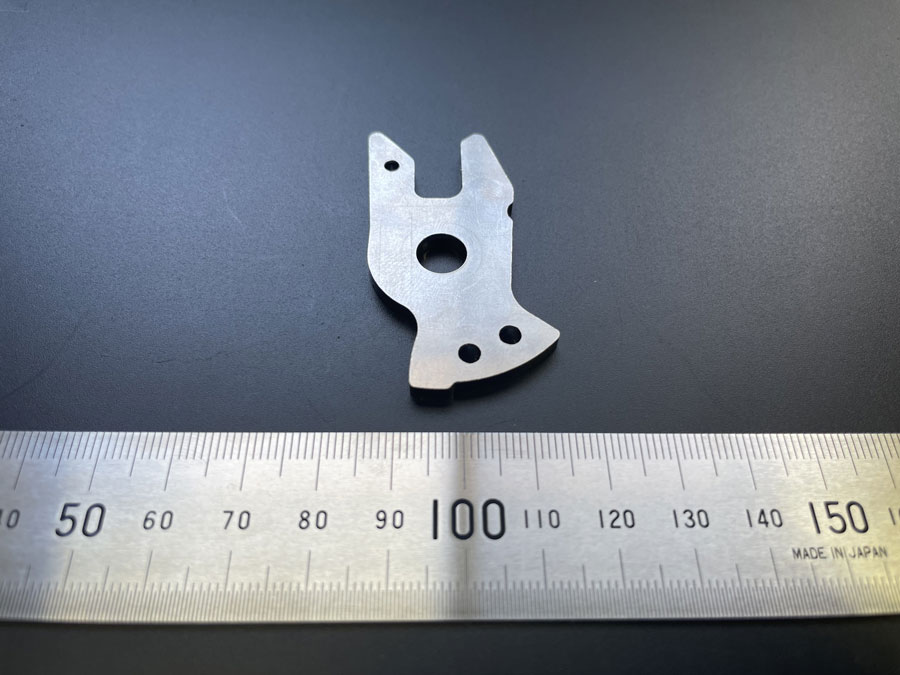

精密せん断加工のことなら、工法転換プレス加工技術.comまで!
いかがでしたでしょうか。今回は精密せん断加工についてご紹介しました。
工法転換プレス加工技術.comを運営する熊谷精機株式会社は、プレス加工のプロフェッショナルとして、主に自動車、産業機械に向けてあらゆる部品を製作してまいりました。
当社は、様々な工法転換のご提案実績がございます。切削部品のプレス化や複数部品の一体化、FB(ファインブランキング)製品の一般プレス加工化など、当社がこれまで培ってきた精密せん断加工技術、冷間鍛造加工技術を用いて、お客様のご要望の製品を製作いたします。
さらに、当社では月産100〜100万個以上まで様々な数量に対応することができます。工法転換を検討する際は、ご要望に応じて生産性検証を行い、あらゆる課題を抽出した上で合理化提案をいたします。
プレス加工に関するお悩みをお持ちの方は、工法転換プレス加工技術.comまでお問い合わせください!